
我们的35crmo无缝管厂家价格产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:35crmo无缝管厂家价格的图文介绍


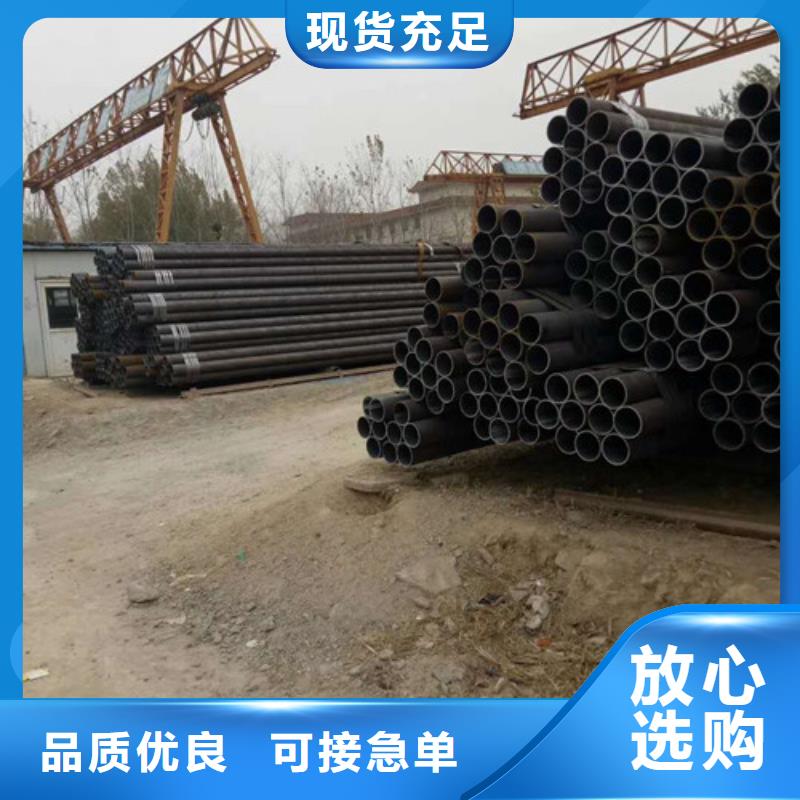
需要考虑的方面如下焊缝金属的使用性能要求,焊条的形状、刚性和焊缝位置,焊缝金属的抗裂性,操作工艺性,设备及施工条件,经济合理性。 大口径无缝钢管大型锻件的热处理大型锻件主要是由钢锭直接锻成的,因此在热处理时必须考虑冶炼、铸锭、锻造等过程对铸件内部质量的影响,只要影响因素是:化学成分不均匀于多种冶炼缺陷的存在;晶粒粗大且很不均匀;较多的气体与杂质物;较大的锻造应力和热处理应力。大型锻件锻造之后的热处理目的是防止白点和氢脆、改善锻件内部组织、锻造应力、降低硬度提高切削加工性能,使其获得良好的力学性能或为以后的热处理做好组织准备。 大口径无缝钢管的锻造就属于大型锻件的铸造。大口径无缝钢管与焊管的区别主要是成型工艺不同。普通钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,你可以在上面发现一条焊缝;直径较粗的一般是螺旋焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,这样就没有焊缝。在性能上,尤其是承压能力上较普通钢管有很大提高,所以经常被用于高压设备上使用。如液压设备的管路连接等。



全胜辐射防护工程有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“全胜辐射防护工程有限公司”品牌为己任,企业形象,创造出更好的 湖北黄石防辐射铅板产品。


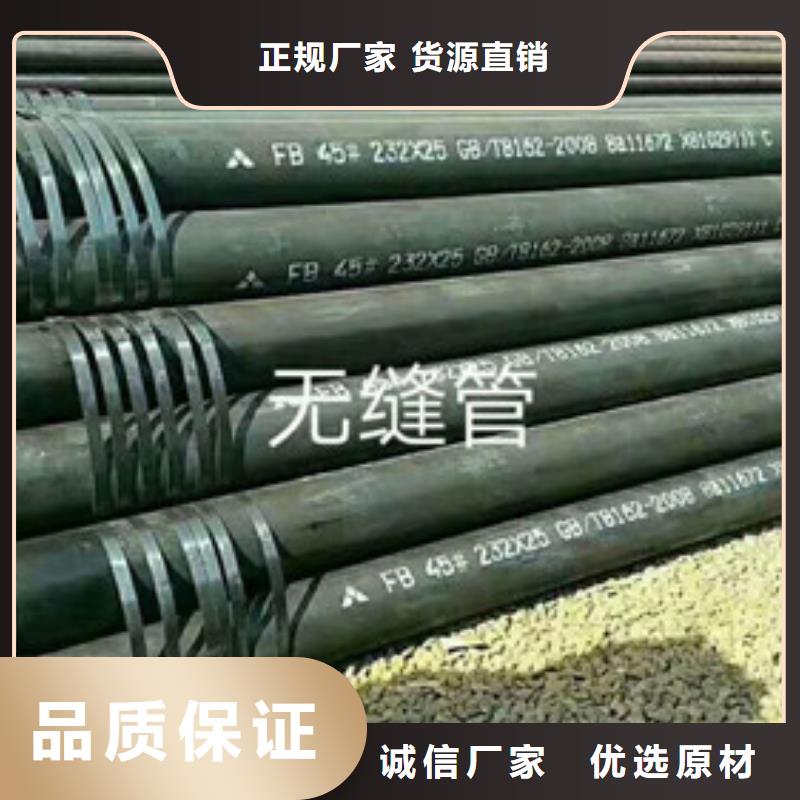
焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。
无缝化钢管 无缝化钢管知识解释熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
无缝化钢管 无缝化钢管知识解释熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。



板、带、棒、线材发展连铸连轧技术快,而无缝管材就慢,因而成本居高不下。国外焊管品种随着焊接技术的进步快速发展,从水煤气管发展到套管、锅炉管。我国在1987-1992年间,大庆、胜利和塔里木油田仅从日本新日铁就购买了规格为¢137–337mm,的油井用焊管16万吨。随后我国在大庆和辽河油田用日本提供的焊接套管建设过试验油井。这些事实证明,只要有先进的生产工艺和质量控制手段,焊接钢管在一定领域内可以完全替代无缝钢管。 焊管的厚度公差高于无缝钢管厚度公差,材料节省率高,成本低。这就是石业引进焊管产品的一个主要原因。中国的无缝管、轧管产品都受到西方先进焊管产品的挑战,只有跳出单纯数量扩张的圈子,狠抓技术进步,降低成本,产品向次发展才有前途。因此,在20世纪末21世纪初,国内冶金行业无缝化钢管技术的研究应运而生。无缝钢管关于焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。
