


以下的国标473*8给水螺旋钢管加工定做视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:国标473*8给水螺旋钢管加工定做的图文介绍
产品特点图

环氧煤沥青防腐钢管介绍:
环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。漆膜从不脱落、龟裂。厚度0.5——1.0mm。环氧煤沥青是性价比较高的一种防腐形式,工程实测表明,用环氧煤沥青外加阴极保护。石油、燃气管道使用二十年基本没有发生腐蚀现象。组成部组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成,B组份是改性胺类固化剂或以固化剂为主料,添加颜填料制成。本产品销售时A、B组份配套供应,施工时按比例混合,搅拌均匀后在规定时间内用完。产品特点1、本产品为高性能防腐涂料,涂层光滑、致密、坚硬,粘结力强,耐盐碱、耐海水、耐土壤生物腐蚀、抗植物根茎穿透性等均极好。涂料与玻璃纤维布复合使用,可增强防腐层的机械性能。
环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。漆膜从不脱落、龟裂。厚度0.5——1.0mm。环氧煤沥青是性价比较高的一种防腐形式,工程实测表明,用环氧煤沥青外加阴极保护。石油、燃气管道使用二十年基本没有发生腐蚀现象。组成部组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成,B组份是改性胺类固化剂或以固化剂为主料,添加颜填料制成。本产品销售时A、B组份配套供应,施工时按比例混合,搅拌均匀后在规定时间内用完。产品特点1、本产品为高性能防腐涂料,涂层光滑、致密、坚硬,粘结力强,耐盐碱、耐海水、耐土壤生物腐蚀、抗植物根茎穿透性等均极好。涂料与玻璃纤维布复合使用,可增强防腐层的机械性能。

适用范围


南恩物资有限公司总经理率全体员工衷心感谢社会各界的关心、支持与厚爱,竭诚欢迎广大海内外朋友前来参观,光临指导,惠顾洽谈,共谋发展大计,同创美好明天。



为什么选择我们

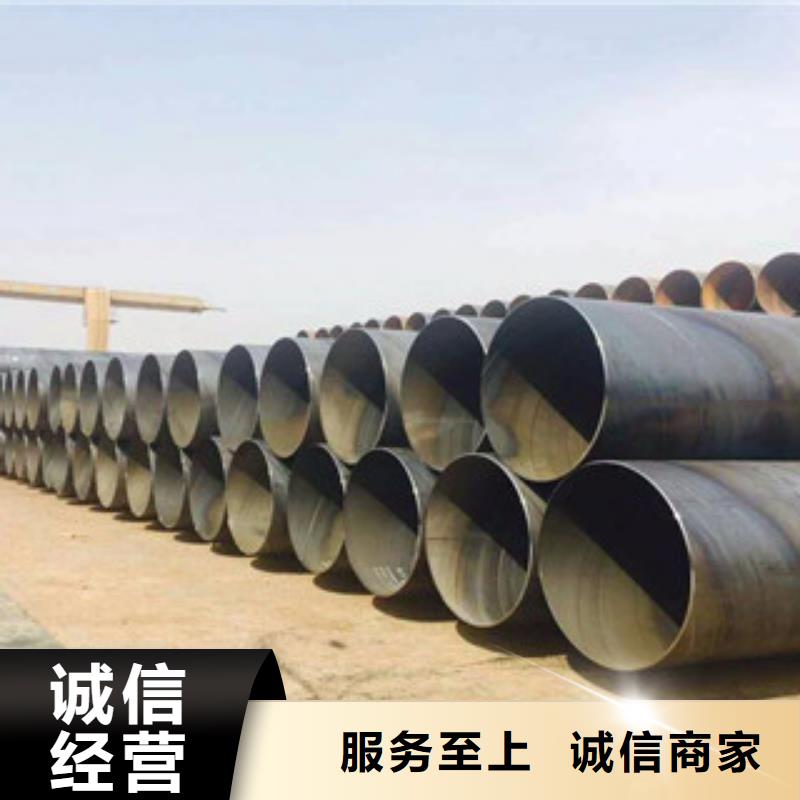
螺旋钢管生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
4、采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
5、采用外控或内控辊式成型。
6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
9、采用空气等离子切割机将钢管切成单根。
10、切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
4、采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
5、采用外控或内控辊式成型。
6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
9、采用空气等离子切割机将钢管切成单根。
10、切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。

