




准备好领略木纹转印景观栏杆色彩鲜亮强度高产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
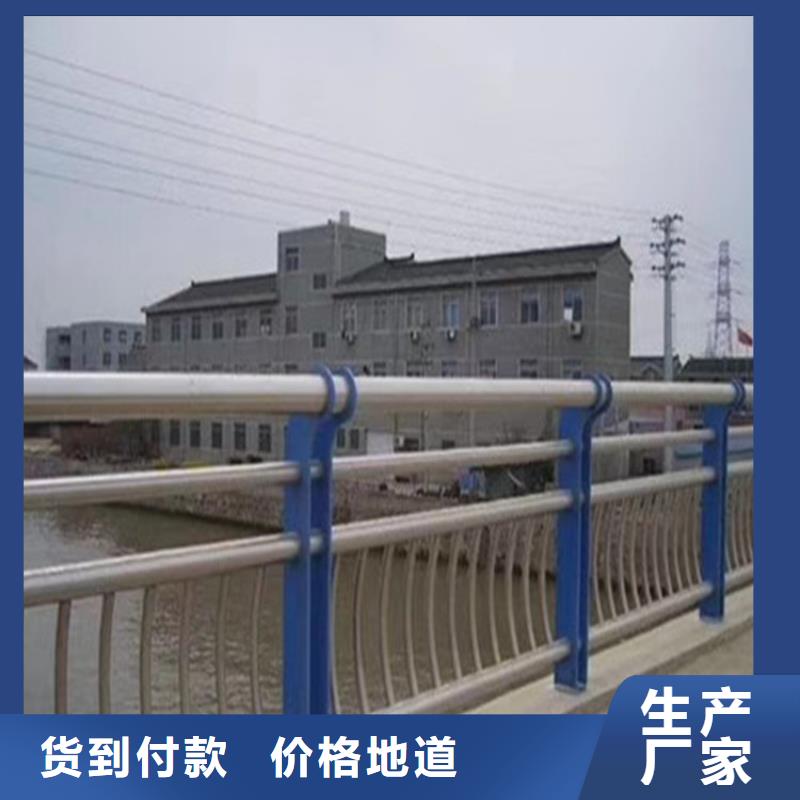
以下是:木纹转印景观栏杆色彩鲜亮强度高的图文介绍
聚宜兴金属制品有限公司发展的动力,而信誉的基础就是要脚踏实地的去实现。为不断满足且超越客户想法的需求 湖北黄石河道防撞护栏、不锈钢木纹转印栏杆厂家、不锈钢复合管栏杆厂家、防撞护栏立柱厂家,公司和员工要不断对自己挑战,永不自满。公司把至善至美、精益求精作为自己的追求目标,这也是公司告别过去、迈向未来的标准,将使公司永远奋进。


湖北黄石热镀锌桥梁护栏钢桥 美国密苏里州圣路易市密西西比河的伊兹桥,建于1867~1874年,是早期建造的公路铁路两用无铰钢桁拱桥,跨径为153+158+153米。这座桥架设时采用悬臂安装的新工艺,拱肋从墩两侧悬出,由墩上临时木排架的吊索拉住,逐节拼接,在跨中将两半拱连接。基础用气压沉箱下沉33米到岩石层。气压沉箱因没有措施,发生119起严重沉箱病,14人死亡。19世纪末弹性拱理论已逐步完善,促进了20世纪20~30年代修建较大跨钢拱桥,较的有:纽约的岳门桥,建成于1917年,跨径305米;纽约贝永桥,建成于1931年,跨径504米;澳大利亚悉尼港桥(见彩图[澳大利亚悉尼港桥,是公路、湖北黄石同城铁路两用桥]),建成于1932年,跨径503米。3座桥均为双铰钢桁拱。
19世纪中期出现了根据力学设计的悬臂梁。英国人根据中国西藏木悬臂桥式,提出锚跨、湖北黄石同城悬臂和悬跨三部分的组合设想,并于1882~1890年在英国爱丁堡福斯河口建造了铁路悬臂梁桥。这座桥共有6个悬臂,悬臂长为206米,悬跨长为107米,主跨长为519米
湖北黄石山东聚宜兴不锈钢复合管有限公司生产:各种材质不锈钢复合管,不锈钢复合管护栏 内衬碳素不锈钢复合管 外敷不锈钢复合管、内衬碳素钢复合管、双金属复合管、外敷不锈钢复合管件护栏、不锈钢复合管栏杆、不锈钢复合方管、不锈钢碳素钢复合管、护栏立柱、钢板立柱、不锈钢复合管护栏及相关护栏/栏杆工程材料的设计、生产、、,及相关护栏/栏杆工程材料(不锈钢复合管等)的生产。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 ,不锈钢复合管方管标准规格齐全,非标规格可以承接定做。公司常年库存在万吨左右,凭借雄厚的实力,丰富齐全的规格赢得了用户,拓展了市场,竭诚欢迎广大新老客户来电来函来厂洽谈业务。



湖北黄石热镀锌桥梁护栏、桥梁道路两侧起到防护作用的桥梁防撞护栏;以及商场或建筑内部楼梯阳台等地方起到防护作用的护栏。要点二:价格决定价值虽然价格决定价值这句话在某种层面上讲,并不符合我国市场规律,但在如今的不锈钢复合管护栏市场上,价格往往决定护栏的价值,所以在购买护栏的时候,不要指望花很少的钱买到很好的护栏,要根据自己的用途选择一种物有所值的高品质的护栏湖北黄石。要点三:性能才是护栏的王道护栏主要的性能就是防护,护栏的抗冲击能力,隔离效果等才是一个护栏重要的因素。尤其是桥梁道路等户外护栏,长期的风吹日晒,护栏难免的会有生锈的现象发生,严重的影响的护栏的性能和使用寿命。所以我们要根据自己的现实情况尽可能的选择耐腐蚀、性能强的护栏,尽可能的减免后期漫长而耗时的维护工作。
湖北黄石不锈钢复合管特点
:
一、具有良好的机械性能。由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热膨胀系数小。尤其适宜为建筑给水的立管和地埋敷设。
二、结合强度高。碳钢不锈钢复合管是将内层的不锈钢管套入热镀锌钢管内,在机械力的作用下,使镀锌钢管做缩径处理,内层不锈钢管做扩径处理,使两层材质紧密结合,其结合强度超过 标准规定1mpa以上。由于内外层材质相近,所以不会产生分裂现象。
三、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,其防锈和防蚀比其它材质优越。内衬不锈钢复合管和不锈钢管件配套连接,其适用范围更广泛,除一般供水供热供气外,还适用于化工、医药、石油、食品、电镀等防蚀要求高的行业。


湖北黄石热镀锌桥梁护栏不锈钢栏杆施工方法
一、施工准备
1、材料及主要机具:
⑴、不锈钢管:按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底.
⑵、原有的铁管栏杆已拆除,护栏小方砖镶贴已经施工完毕。
⑶、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。湖北黄石
⑷、现场供电应符合焊接用电要求。
⑸、施工环境已能满足不锈钢栏杆施工的须要.
二、操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样,并计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm.
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。


