


想要更深入地了解我们的电机壳卷管825*25钢板卷筒服务为先产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
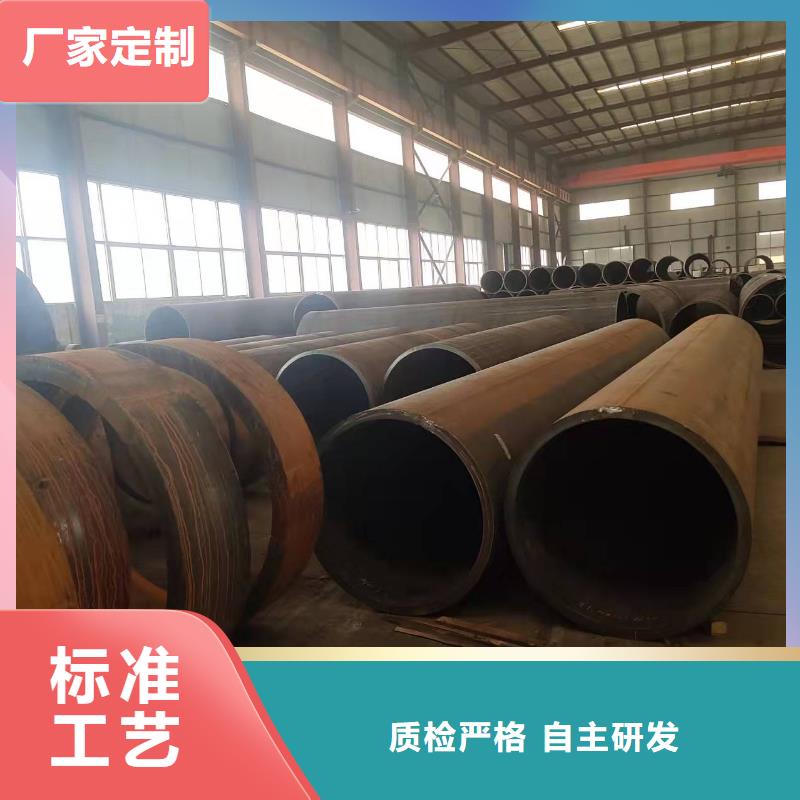
以下是:电机壳卷管825*25钢板卷筒服务为先的图文介绍

上善若水,厚德载物,面向未来的发展,山特金属制品有限公司将一如既往的秉承和谐、拼搏、科学、创新的宗旨,通过进一步强化规范管理、建设精英团队、培育文化、打造优质品牌,保证企业的持续、、高速发展。并在此过程中,为客户提供多方位优质 湖北黄冈滤水管,对内为员工创造良好的成长平台为己任,不断为社会创造价值。


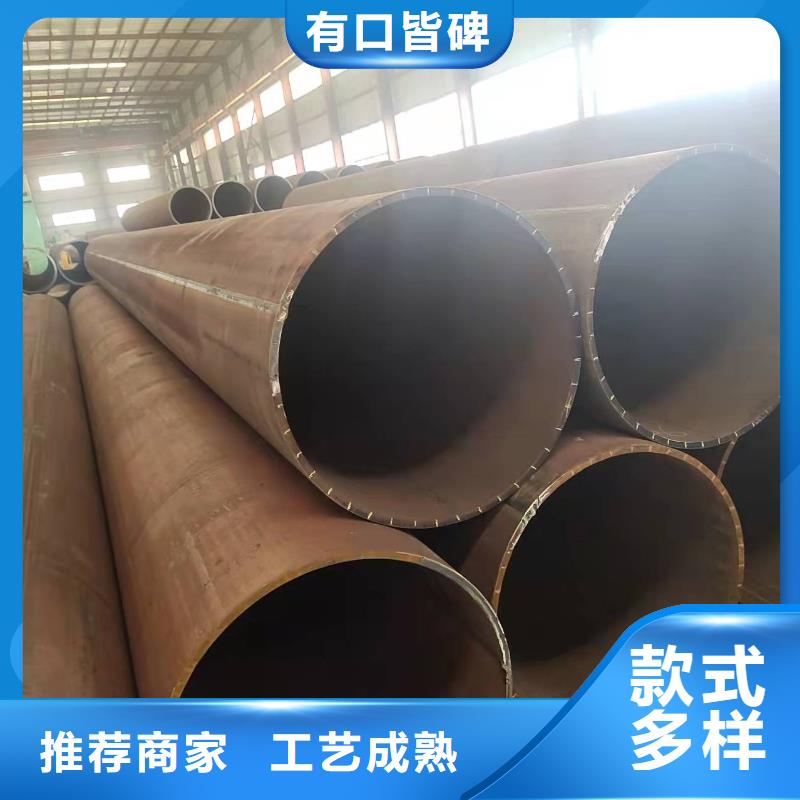
焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。

山特金属制品有限公司



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。

