

我们的【钢管折弯】-锻打圆钢客户信赖的厂家视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:【钢管折弯】-锻打圆钢客户信赖的厂家的图文介绍

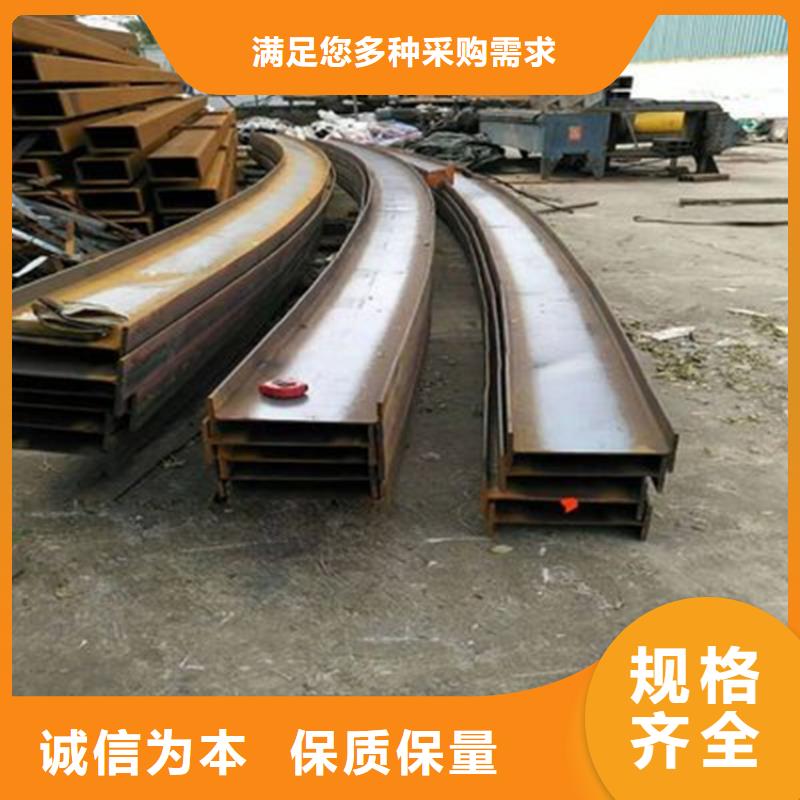
具体聊聊钢管折弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。


钢管折弯弯管拉弯按弯曲成形方式能够分为滚弯、压弯、推弯和绕弯;按弯曲时能否运用模具能够分为有模弯和无模弯;按弯曲时有无芯棒能够分为有芯弯和无芯弯;按弯曲时能否加热能够分为冷弯和热弯。 近年来还呈现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。滚弯是用三个辊轮对管材停止弯曲加工的办法。其中辊轮3为主动轮,其他两个为从动轮。滚弯办法及工作原理与板材滚弯根本相同。
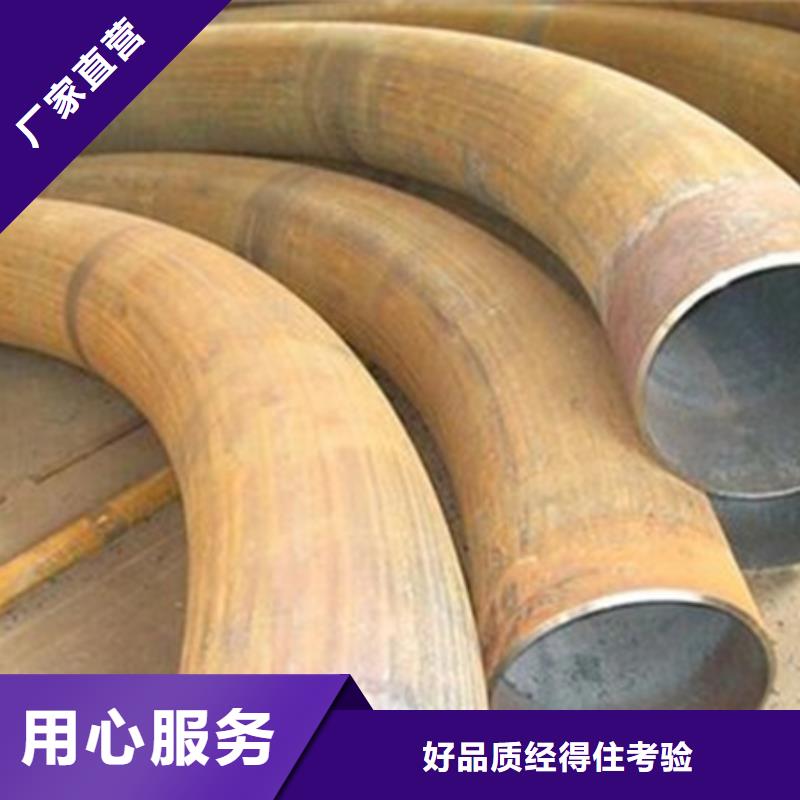
只是管材滚弯所用的辊轮具有与管坯横截面外形相吻合的工作外表。弯曲时只需改动主、从辊轮间的距离,就能够完成各种曲率半径的弯曲。拉弯厂说这种办法特别合适弯制环形或螺旋线形管件。
不过,滚弯对弯曲半径有一定的请求,仅适用于曲率半径较大的厚壁管件,关于小半径弯曲显得无能为力。压弯是早用于弯管加工的工艺办法。它是在液压机上应用模具对管坯停止弯曲加工的。压弯具有模具调整简单、消费效率高等优点,故在消费中不断被普遍应用,普通用于弯制带直段的管件或弯头号。



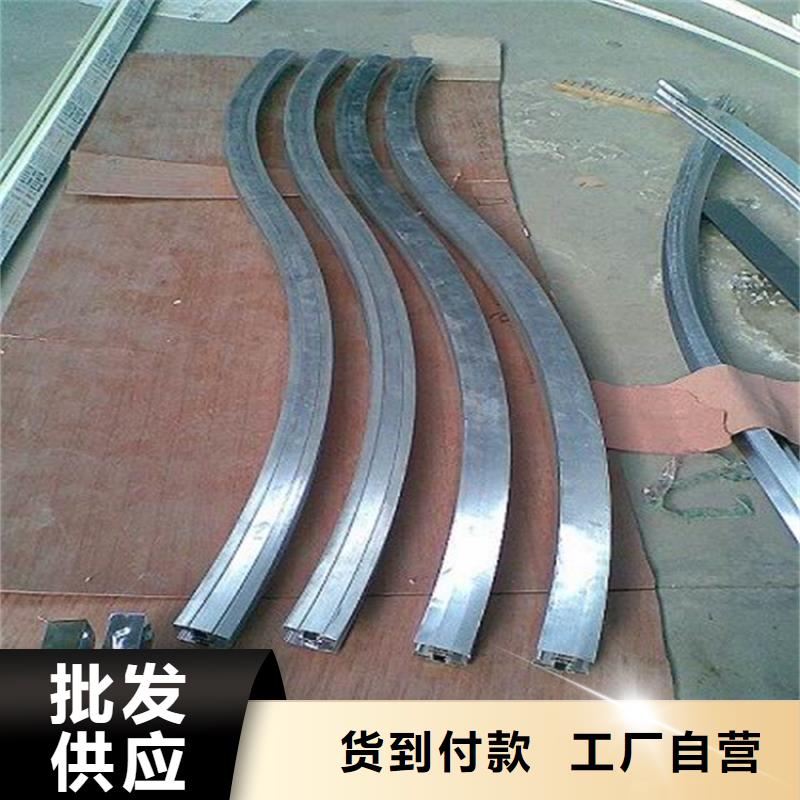
钢管折弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。


宏钜天成钢管有限公司位于经济开发区辽河路东首兴隆钢管市场,公司主营 安徽淮北T型钢,本公司在全国各地建立了一套完善的售后服务体制。从机器安装、维修、保养、客户培训、耗材供应,技术支持等,力求满足客户的要求。本着诚信、专业、专注、精益求精、追求敬业精神赢得客户的信赖。


