

为了让您更地了解我们的石屏县紫铜止水信息,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:石屏县紫铜止水信息的图文介绍

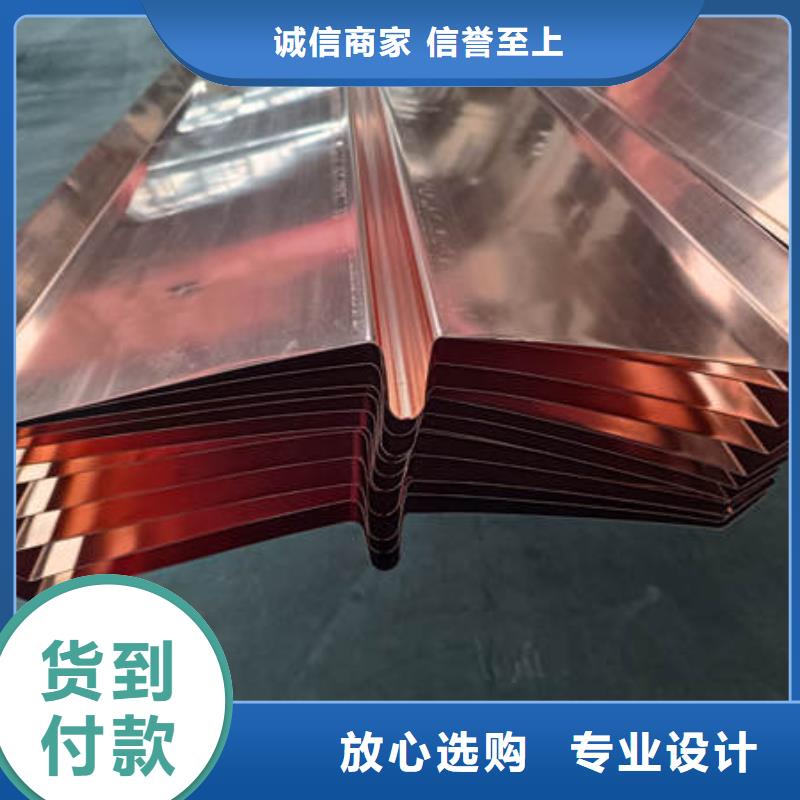
纵剪工序容易产生的表面质量问题主要有表面擦伤、划伤及边部毛刺。擦划伤一方面与来料的卷紧度及卷取料的张力有关;另一方面由于纵剪的初始张力大多采用气垫压板的张力形式,该张力中毛毡或无纺布与带材直接接触且为滑动摩擦,因此一旦毛毡或无纺布上黏有铜屑、渣等物均会造成带材表面划伤.另外张力辊也同样会由于黏有铜屑等对带材造成划伤。云南红河止水铜片 在纵剪剪切中,带材边部会有毛刺,当剪床、剪刃的精度较高,剪刃间隙调整较好时毛刺较小,否则剪切毛刺较大,甚至超过0.1 mm,这些毛刺在通过气垫压板毛毡时,可能会由于摩擦力原因残留在毛毡上,这些毛刺同样会对带材表面产生划伤。另外当剪切工具匹配和调整不合理时,还容易出现剪刃压痕.剪刃压痕同样是用户不能接受的表面缺陷。


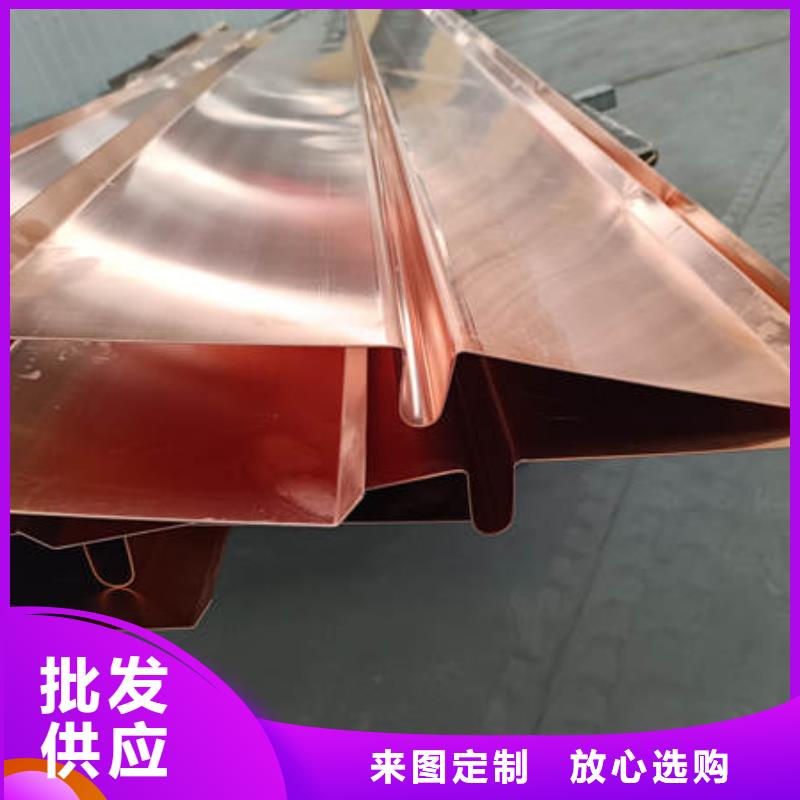
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。云南红河止水铜片



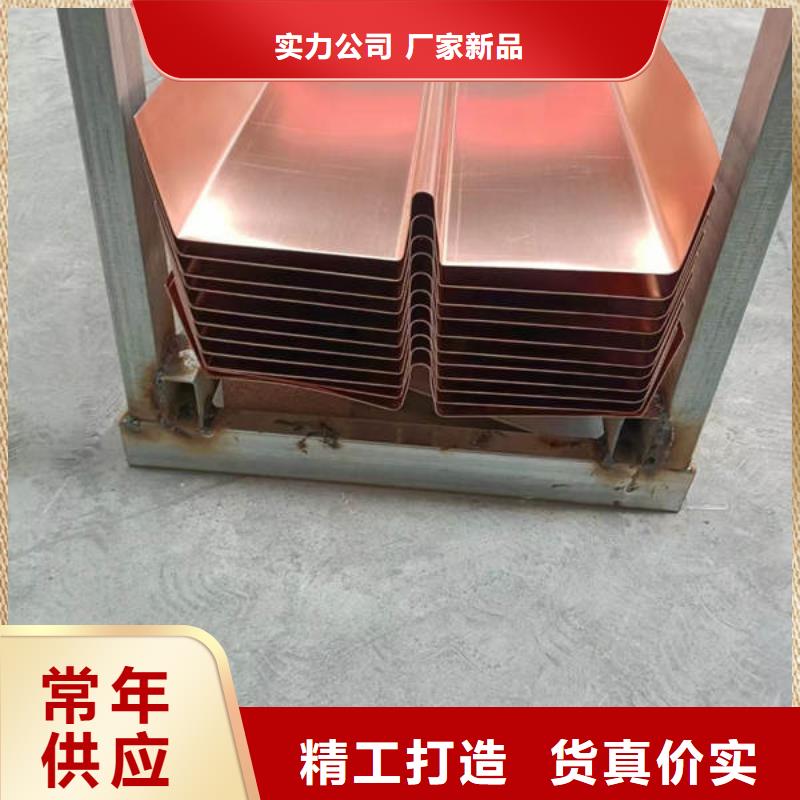
热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。云南红河止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。



晶凯工程材料有限公司技术力量雄厚,我厂本着“客户至上,诚信至上”的原则,与多家企业建立了长期的合作关系,产品质量有保障。晶凯工程材料有限公司是专业的 云南红河【波纹管】生产厂家,本厂主要生产 云南红河【波纹管】,凡在我司采购的材料,均提供相应的产品检验报告,可放心采购。欢迎广大用户实地考察,有意采购我司产品者,欢迎您索取资料或实地考察!
本企业发展思路是:抢抓机遇,开拓创新;同心拼博,携手共进。助我发展;就是要狠抓学心,改善心智,转换模式;就是要强化企业文化建设,形成同心谋发展,同步搞建设的氛围;就是要实现企业与合作伙伴共进,业主事业与员工职业成长共进,达到两个双赢。

