



想要知道#内衬高铝水泥球墨铸铁管#-价格实惠产品如何?看视频就知道!看视频,选产品更明智!
以下是:#内衬高铝水泥球墨铸铁管#-价格实惠的图文介绍


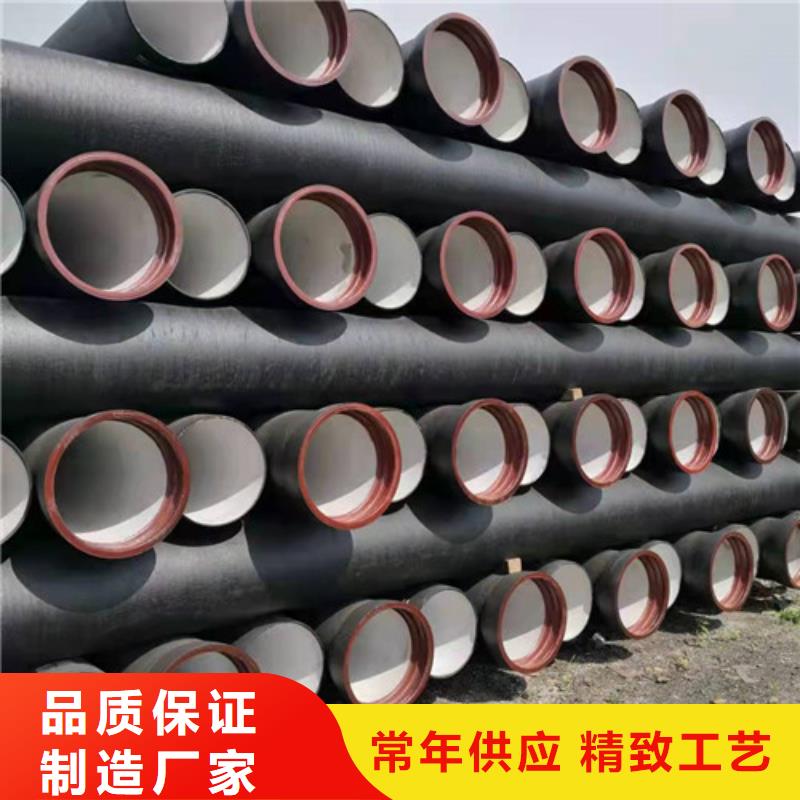
球墨铸铁管的锌层外防腐是非常重要的,可以有效地腐蚀。金海洋球墨铸铁管厂认为,为了加强管道的外防腐能力,有必要将锌层的密度到200g/m2。 对球墨铸铁管来说,到目前为止,锌加沥青的外防腐应是好的也是基本的防护材料。对于腐蚀性较强的地区的管道铺设,可以在基本防护层的基础上,外加聚膜套,或聚亚安酯涂层,或聚涂层等形式,来进行特殊保护。 其次,球墨铸铁供水管,球墨铸铁排水管去年下半年因为产能过剩而引发的限电,或多或少的引起了不锈钢管产业的时间成本损耗和产量。因此而来的供应地区性和结构性不足延续至今,从而使得总体看来,不锈钢管供给偏紧。球墨铸铁管价格影响的因素首先,国内球墨铸铁供水管各地的一些大中小企业从接收到了大量的订单,项目的上马带来了对不锈钢管的刚性需求,使得钢管行情总体保持良好。第三,计划提到要大量上马保障房工程和重型产业,球墨铸铁供水管,球墨铸铁排水管而且据目前国内报道渠道了解来,基本都有了一些眉目,这引起了钢管行业需求增大的预期。 因铸铁中存在石墨,球墨铸铁中的石墨以球状形式存在,并不影响基体材料的力学和机械性能。



目前我公司的管件产品规格DN80-DN1200,亦可以按用户要求的其他标准安排生产。管件已销往国内各省以及欧洲、中东、东南亚等 和地区。公司拥有模具车间、机加工车间、水压车间、化验室、清砂车间等,加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。山东聊城格瑞管业有限公司是一个集生产和销售:球墨管,自锚式球墨铸铁管,环氧树脂球墨铸铁管,陶瓷球墨铸铁管,聚氨酯球墨铸铁管,球墨铸铁管,柔性接口铸铁排水管,管件等产品的专业化大型企业。在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。



自成立以来,裕昌钢铁有限公司一直专注于【云南红河耐酸板】的品牌形象。经过市场的多年积淀,公司在【云南红河耐酸板】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【云南红河耐酸板】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。


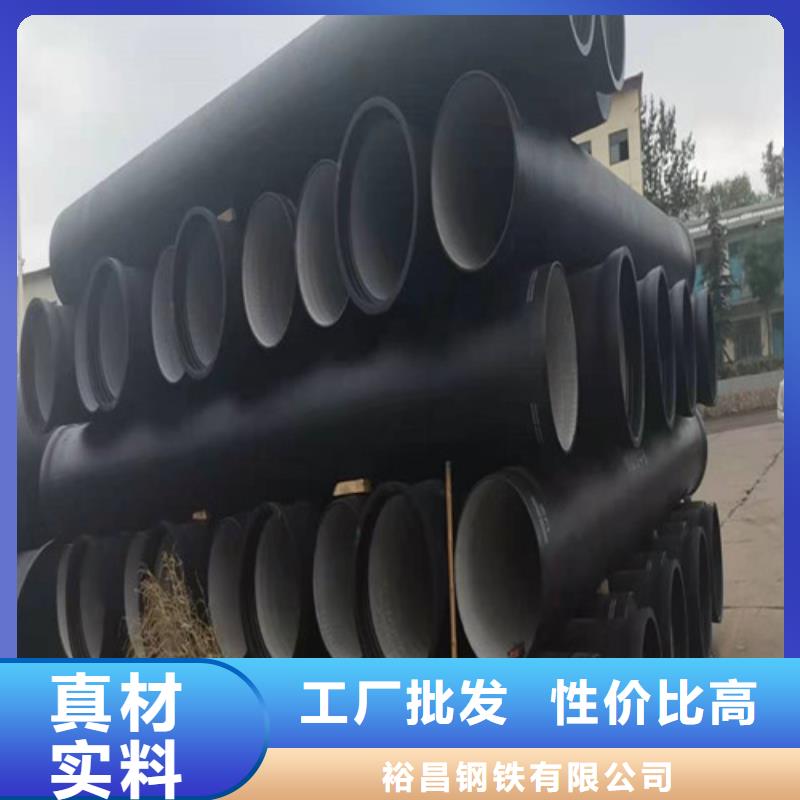
球墨铸铁管厂生产工艺先进,检验设备完善;集中频炉、离心铸管机、退火炉等高科设备于一体,年可供应DN80-DN1400的离心球墨铸铁管及配套管件20万吨。产品严格按照ISO2531国际标准组织生产和检验,确保每根铸管均具有良好的机械性能合较长的使用寿命;公司先后通过ISO9001质量管理体系认证,ISO14001环境管理体系,管理体系认证,形成了完善的管理体系。球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。山东格瑞球墨铸铁管保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。另外,如果项目所采用的球墨铸铁管在质量上 符合 标准,那么我们应该注意圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。



球墨铸铁管:GB/T13295–2008ISO2531-2008承压能力不同柔性铸铁管承受压力高为:0.4Mpa球墨铸铁管承受压力低为:0Mpa口径不同单位(mm)柔性铸铁管口径50,75,100,150,200,250,300大口径300.本主要生产销售球墨铸铁管,。的技术人员介绍:造成球墨铸件问题产生的原因:原料:采用优质生铁,低磷、低硫。球化率:球化率,达标产品才进入下一道工序。浇铸铸造中产生的缺陷:夹砂和砂眼,现象,是模具造成的,需要对模具及时修复。球墨铸件退火,应力。退火保持适当的温度,只有在退火良好的情况下。球墨铸件都会有很好的物理性能。成品缺陷修复:在发现在有缺陷产品时,根据情况:可修复进入修复程序,不可修复作为废品处理。解决球墨铸件出现问题的办法:生产技术因素:在不考虑球墨铸件缺陷的前提下,影响球墨铸件性能的主要因素是铁水成分以及基体组织。铁水成分方面要考虑到各种元素的变化、铸件要求的化学成分,从而合理选择炉料。同时在熔炼中也要注意操作工艺,保证铁水温度以及成分性,避免产品局部浇铸出现问题。因素:在生产方面,应该加强生产技术人员的培训,铸造技术,严格把关,对于生产的每一个环节加强控制,及时发现问题,解决问题。

