18961839299



联系我们

更新时间:2024-12-29 22:02:28 浏览次数:15 公司名称: 涌华金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
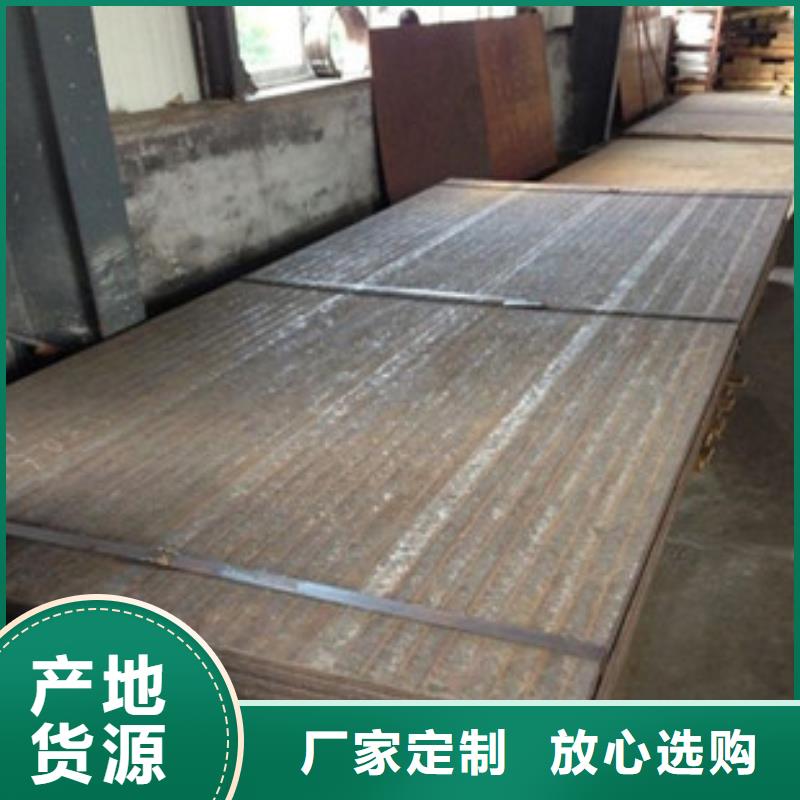
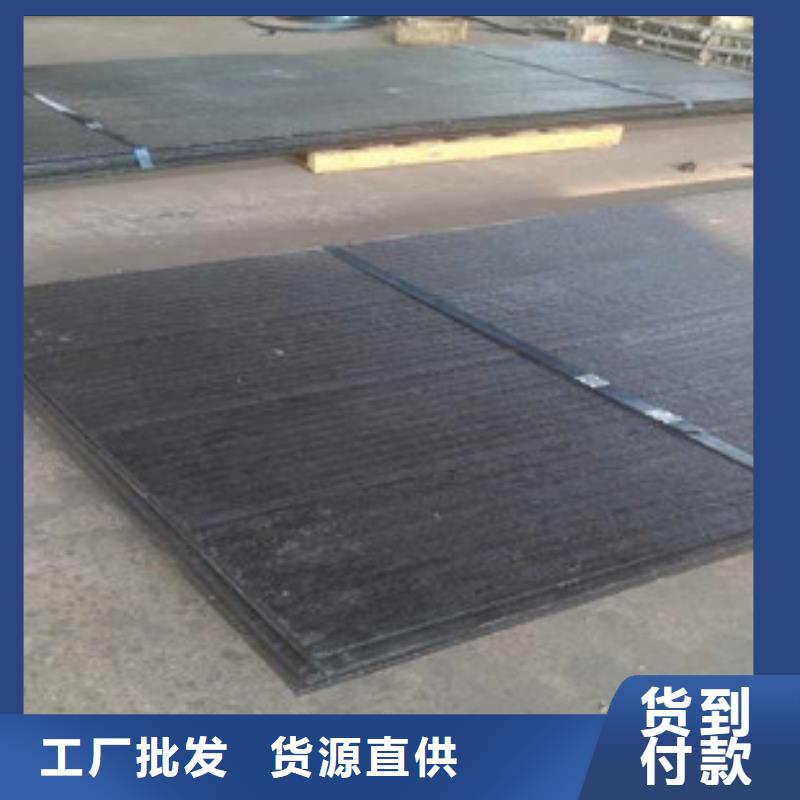
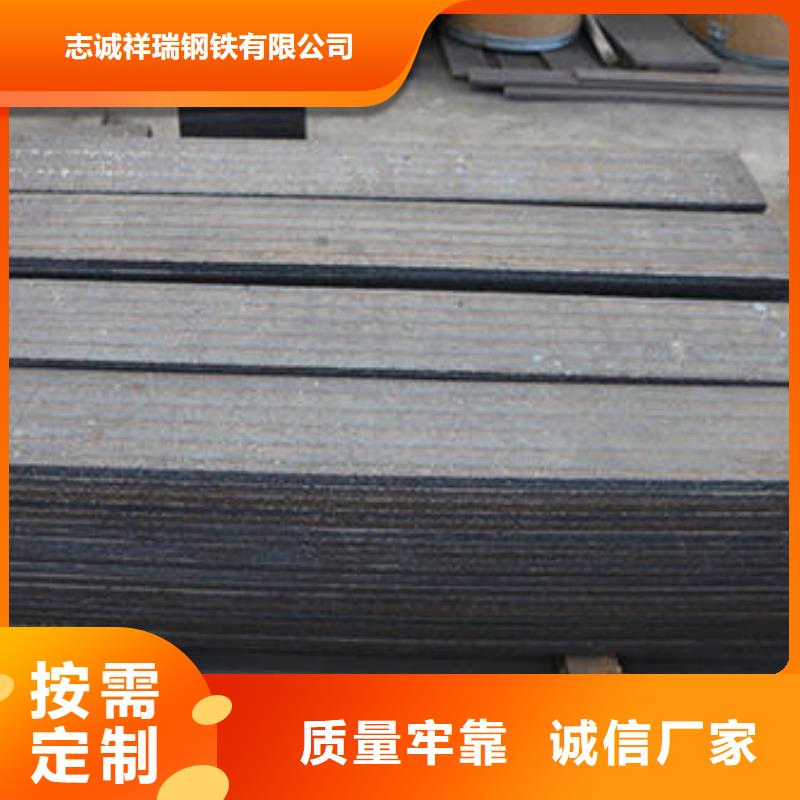
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |







涌华金属科技有限公司是集研发设计生产销售于一体化的综合性 湖南衡阳耐厚板公司。经营范围主要有 湖南衡阳耐厚板产品。公司拥有科学质量管理体系,秉承着信用诚挚的服务精神,严守着 湖南衡阳耐厚板精益求精的工艺水准,遵循着步步为营的经营理念与多家企业建立了长期的合作关系。


复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。



1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生