


联系我们

枣强铝合金管母线产品知识
更新时间:2024-11-02 02:36:17 浏览次数:1 公司名称:聊城 辰昌盛通金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 铝含量 | 国标 |
| 硬度 | 国标 |
| 厂家 | 山东辰昌盛通 |
| 规格 | 齐全 |
| 价格 | 含税21/元 |





铝管,6063铝方管,6061铝方管,6061铝棒,2A12铝棒,铝锻件,铝板,铝棒,铝方管,6061铝管,包括紫(黄)铜板,铜棒,铜管,铜箔,铜焊条,纯铝板,合金铝板,防锈铝板,花纹铝板,铝管(化工专用),防锈铝管,合金铝管(电力铝管母线),电解铜,锌锭,锡青铜,铝青铜,铬浩铜,镍铍铜,镍钛铜,铜软连接等,以上产品均有产品化验证明书,量大量小均可加工订做。
主营产品:汽车,高速列车用板、预拉伸铝板、机柜板、盖料、合金铝板,高精超平铝板(整板平整度±0.2mm)、氧化铝板,花纹铝板,拉丝、镜面板,模具加工件铝板,进口板,超窄铝带,铝棒,铝管,管道保温专用板,压花铝板,牛皮纸防潮铝板等,厚度自0.006mm----600mm, 宽度:2800mm,长度:100000mm。其他材质的铝管、铝棒、铝板:2A12,2017,3003,5A05,5A06,5A03,5052,5251,5083,5754,5086,6061,6063,6082, 7075,7A04, 1070,1050、1060等等。
精益求精是我公司的宗旨



辰昌盛通金属材料有限公司始终坚持以市场和用户需求为导向,以完善的管理体系和质量保证体系为基础,通过与国内外专业研究机构开展广泛的学研合作,开展 河北衡水压花铝板技术开发和系统集成服务,使公司产品走向系列化。凭借优厚的技术实力及研发创新的产品实力,在全国二十多个省、市、自治区形成销售网络, 河北衡水压花铝板产品遍布电厂、化工厂、钢铁厂、造纸、环保等多领域。


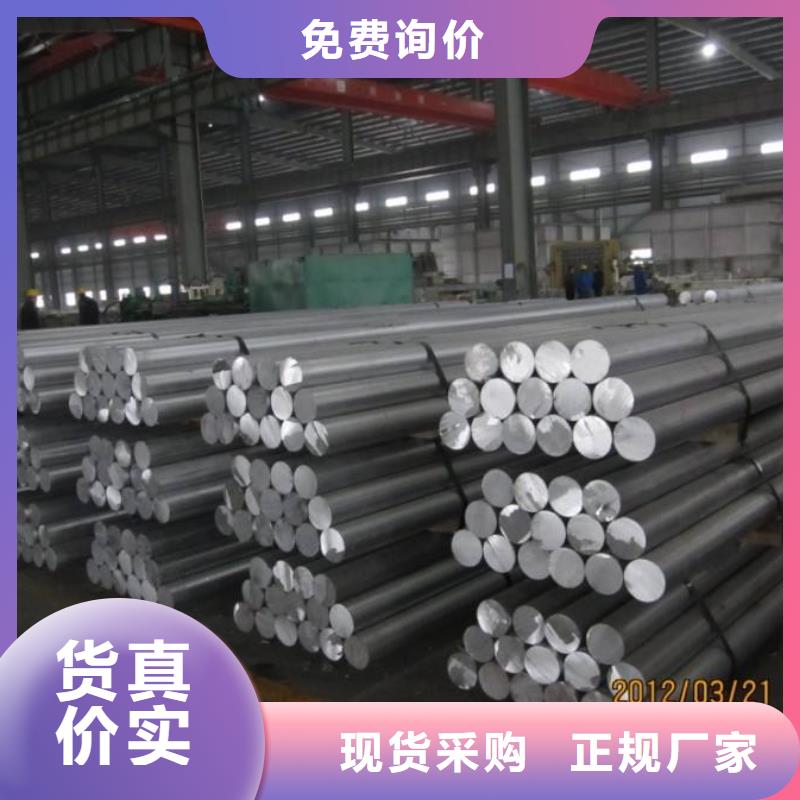
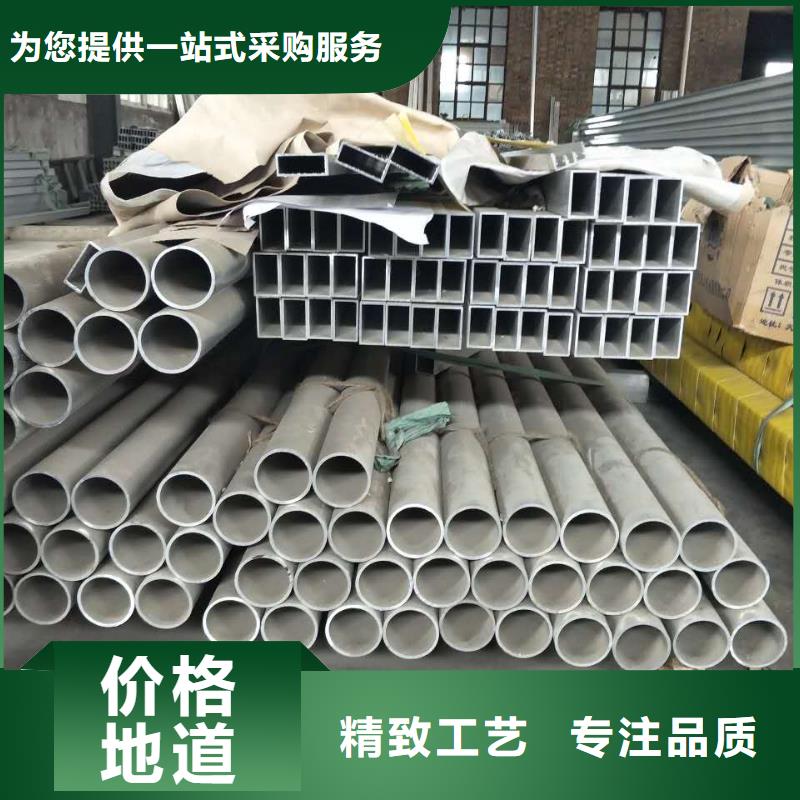
铝管是有色金属管的一种,因其具有耐腐蚀及重量轻等特性,已经被广泛应用在我们的生活中,可谓无处不在,大到汽车、轮船、航天航空,小到家居、电器等。铝管生产厂家带您了解铝管分类方式及类别。
1、按外形分可分为:方管、圆管、花纹管、异型管。
2、按挤压方式分为:无缝铝管、普通挤压管。
3、按精度分为:普通铝管、精密铝管,其中精密铝管一般需要在挤压后进行再加工,如冷拉精抽,轧制。
4、按厚度分为:普通铝管、薄壁铝管。
铝管是有色金属管的一种,因其具有耐腐蚀及重量轻等特性,已经被广泛应用在我们的生活中,可谓无处不在,大到汽车、轮船、航天航空,小到家居、电器等。铝管生产厂家带您了解铝管分类方式及类别。
1、按外形分可分为:方管、圆管、花纹管、异型管。
2、按挤压方式分为:无缝铝管、普通挤压管。
3、按精度分为:普通铝管、精密铝管,其中精密铝管一般需要在挤压后进行再加工,如冷拉精抽,轧制。
4、按厚度分为:普通铝管、薄壁铝管。
要求有一定强度、可焊接性与抗腐蚀性高的各种工业结构件,
6061铝板
6061铝板
如制造卡车、搭式建筑、船舶、电车、家具、机械零件、精密加工,工业用料比较广泛等。



1.1 非热处理合金:纯铝─1000系,铝锰系合金─3000系,铝矽系合金 ─4000系,
铝镁系合金─5000系。
1.2 热处理合金:铝铜镁系 合金─2000系,铝镁矽系合金─6000系,铝锌镁系合
金─ 7000系。
二、合金编号 : 我国现在通用的是美 国铝业协会〈Aluminium Association〉的编号。兹举
例说 明如下: 1070-H14(纯铝)
2017-T4(热处理合 金)
3004-H32(非热处理合金 )
2.1 榜首位数:表明首要添加合金元素。
1:纯铝
2:首要添加合金元素为铜
3:首要添加合金元 素为锰或锰与镁
4:首要添加合金元素为矽
5:首要添加合金元素为镁
6:首要添加合金元素为矽与 镁
7:首要添加合金元素为锌与镁
8: 不属于上列合金系的新合金
2.2第二位剩表明 原合金中首要添加合金元素含量或杂质成分含量经修正的合金
0:表原合金
1:表原合金经榜首次修正
2:表原合金经第2次修正
2.3第三及四位数:
纯铝:表明原合金
合金:表明单个合金的代号
"-″:后边的Hn或Tn表明加工硬化的状况或热处理状况的链度符号
-Hn :表明非热处理合金的链度符号
-Tn :表明热处理合金的 链度符号
铝及铝合金的热处 理
一、链度 符号 : 若添加合金元素尚缺乏于完全符合要 求,尚须藉冷加工、淬水、时效
处理及软烧等处理,以获取所需求的 强度及功能。这些处理的进程称
之为调质,调质的成果便 是链度。
链度符号 定 义
F 制作状况的链度
无特定链度下制作的制品,如揉捏、热轧、 铸造品等。
H112 未故意操控加工硬化程度的制作状况制品,但须确保机械性质。
O 软烧链度
完全再结晶并且软状况。如系热处理合金,
则须从软烧温度缓慢冷却,
完全防止淬水效果。
H 加工硬化的链度
H1n:施以冷加工而加工硬化者
H2n:经加工硬化后再施以适度的软烧处理
H3n:经加工硬 化后再施以安靖化处理
n以1~9的数字表明加工硬化的程度
n=2 表明1/4硬质
n=4 表明1/2硬质
n=6 表明 3/4硬质
n=8 表明硬质
n=9 表明超硬质
T T1:高温加工冷却后天然时效。
挤型 从热加工后急速冷却,再常常温十效硬化处理。亦可施
以不影响强度的矫 正加工,这种调质适合于热加工后冷却便
有淬水效果的合金如:6063。
T3:溶体化处理后经冷加工的意图在进步强度、平整度及尺度精
度。
T36:T3经6%冷加工者。
T361:冷加工度较T3大者 。
T4:溶体化处理后经天然时效处理。
T5:热加工后急冷 再施以人工时效处理。
人工时效处理的意图在进步材料的机械性质及尺度 的安靖性
适用于热加工冷却便有淬水效果的合金如:6063。
T6: 溶体化处理后施以人工时效处理。
此为热处理合金代表性的热处理, 无须施以冷加工便能取得
优胜的强度。于溶体化处理后为进步尺度精度或 纠正而施以
冷加工,如不确保更高的强度时,亦可当作是T6链度。
T61:溶体化处理后施以温水淬水再经人工时效处理,温水淬水的
意图在防止发作变形。
T7:溶体化处理后施以安靖化处理(亦及 人工时效处理的温度或时
间较T6处理高或长)。
其意图在改进 耐硬力腐蚀裂及防止淬水时发作变形。
T7352:溶体化处理后除掉剩余 应力再施以过时效处理(亦及人工
时效处理的温度或时刻较T6处理高或长) 。
意图在改进耐硬力腐蚀裂。于溶体化处理后施以1~5% 变
形的紧缩加工,以剩余应力。
T8:溶体化处理后施以冷加工再施 以人工时效处理,冷加工时断
面削减率为3%及6% 各为T83 及T86。
T9:溶体化处理后人工时效处理,终究施以冷加工,终究冷加工
的意图在添加强度。
二、软烧处 理:
2.1意图:
展伸用材料包含压延用材料, 揉捏用材料及铸造用材料,一般其制作程序为:
铸造→热加工→冷加工→材料制品
在热加工或冷加工的进程中,材料发作加工硬化的状况,使强 度变大或导致加工
硬化的状况,使强度变大或导致加工性减低。为这些加 工硬化,于冷加工前,
中或后所施的热处理即为软烧处理,其意图在使材料具 有运用上所需求的程度。
2.2分类:
因为软烧条件的不同而分:
2.2.1部分软烧:仅部份加工硬化,处理温度在再 结晶温度以下,
实践温度则视强度而定,强度愈高 则处理温度较低。
2.2.2完全软烧:处理温度在材料的再结晶温度 或稍高使材料发作再结晶而完
全加工硬化,亦使强度到达 的状况。
软烧处里就机遇而分:
2.2.3中间软烧:再冷加工开端之前或冷加工进程中, 所加的软烧处理,
一般为完全软烧,其意图在康复其加工性,使接下去的加功 能较顺畅,
及操控其安排状况,俾能适合于终究制品的要求。
2.2.4终究软烧:首要意图再调整制品终究的强度水准亦即调整链 度。
加工知识


