




纵横机械制造有限公司是河南 具有代表性的 河南钢衬塑管道企业,生产的 河南钢衬塑管道产品在全国多个城市拥有成功案例,看完本篇文章的详细介绍之后,如果有意向购买 河南钢衬塑管道,请致电我们将给您更优质的售后。

衬胶管道运用橡胶的“以柔克刚,解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高的对输送管路起到保护作用。
我公司注重技术服务,按照ISO9001、ISO14001、OHSAS18001建立了一套完整的ISO管理体系,确保工艺流程的严密和质量检测的严格,以及企业管理的规范化,遵循“以的团队、打造品牌;以精湛的技术、成就企业典范;追求客户满意,是你我的责任;强化竞争意识,营造团队精神”的运营理念,随着公司的不断发展,我们将更好地拓展市场,加快新产品的开发、研制,我们也殷切地希望广大客户给予关心、支持和帮助。我们愿用更完善的服务与您携手合作,共创美好未来。
衬胶管道的工艺流程:采用先進的热硫化,紧衬等工艺整体一次成。步骤:1.检查设备——喷砂除锈——刷底涂料——修正缺陷——刷胶浆2.橡胶加工——胶料检查——下料裁剪——刷胶浆3.椒江胶切块——胶浆配置4.胶料贴合——中间检查——硫化——检查修整——成品。
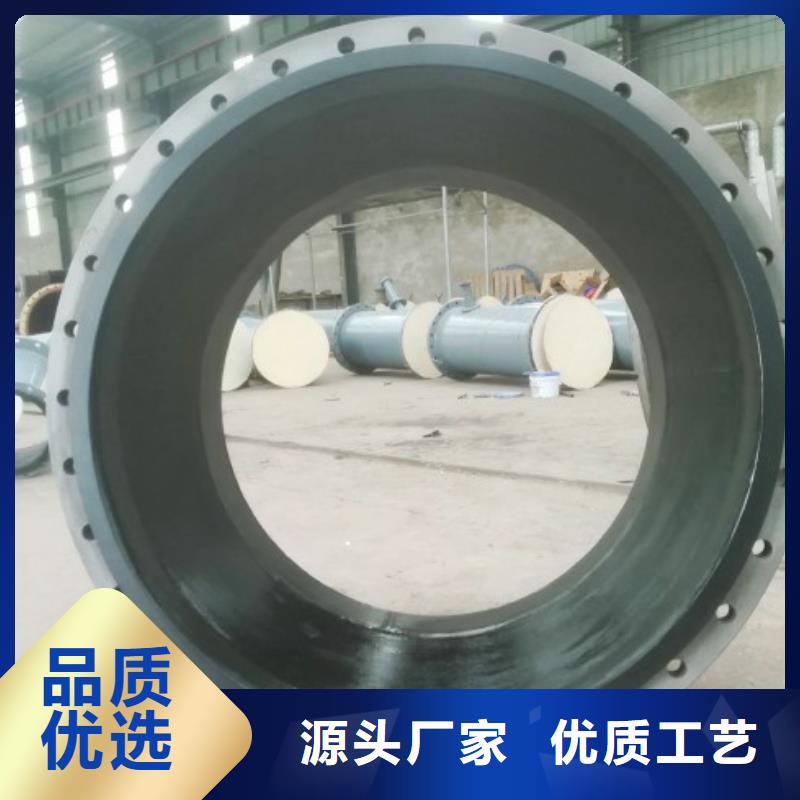
作为专业的衬胶管道生产厂家,“质量第壹,用户至上”是公司生产经营的基本宗旨,“以市场为导向,求实互利,诚为本,共同发展”是公司谋求发展的基石。钢衬胶管道主要是有工作钢管、胶板、法兰组成,工作钢管可以采用无缝钢管与直缝钢管,管线压力大就选择无缝管,反之就用直缝钢管。具体也可根据管道口径而定:(1)DN≤300管道采用20#钢无缝钢管(标准号GB/T8163-1999),管件应符合《衬胶钢管和管件》HG21501—93标准中规定,保证中心到端面的尺寸符合标准。(2) DN>300管道采用材质为Q235A钢的直缝电焊钢管(标准号GB/T13793-1992),管件应符合GB/T13401-1992《钢板制对焊管件》标准,保证中心到端面的尺寸符合标准。


目前来说,生产加工衬胶管道的工艺为搭接边居多,采用拉球工艺,也有很多厂家采用穿管橡胶工艺,具体哪种内衬工艺先进,质量好呢?
搭接边内衬工艺生产工期慢,做完之后要经过蒸汽硫化后方可使用出厂,而内穿管衬胶管道生产周期快捷,做完之后也要经过蒸汽硫化后可以使用,它两者的性能相同,都是具有耐磨、耐酸碱、耐腐蚀、耐冲击特点,根据客户不同要求来生产衬胶管道。
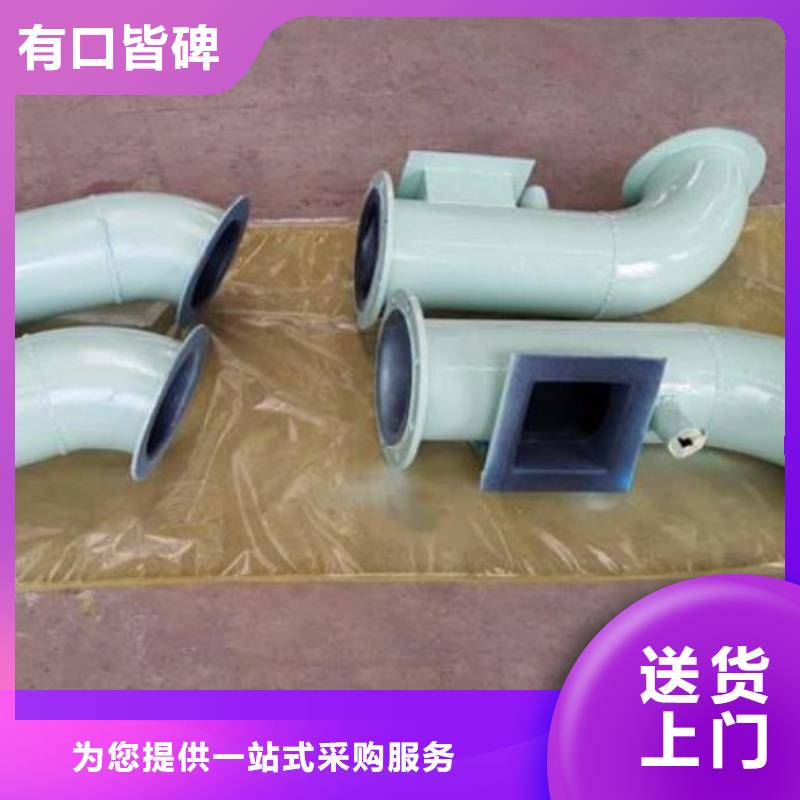
耐磨衬胶弯头在现场安装完毕后应该注意哪些事项呢?耐磨衬胶弯头一般输水酸碱介质的液体,也有颗粒物质的液体,那么,在正常运行中要根据正常温度,日常清扫、保养耐磨衬胶弯头外观,时间长了要涂刷防锈漆,避免腐蚀、生锈,保证耐磨衬胶弯头使用寿命!
衬胶管道质量的保证,不单单是要靠质量来证明我们要抓好每一步的工作流程,加之完善的设备检测!1. 步必须从原材料入手:优质的橡胶胶板,法兰,2.满足 设计标准,3.特殊工艺必须有专员严格把控,4.检验设备必须定期检修,衬胶管道质量必须严格把控才能在实际使用中增强使用年限!用的长久才能赢得客户第二次采购的机会!所以一定要加强质量把控,做好产品!
我公司常年为电厂,化工厂,尾矿输送生产耐磨,耐高温,耐腐蚀衬胶管道,衬胶管件等产品,客户一致好评,从而达到长期合作。我公司衬胶管道是以不同碳钢管为中心,内衬适温,化学稳定性好的优质橡胶,不同行业使用的橡胶性能不同,不同场合使用的温度也不同。我公司常年必备高温热硫化衬胶胶板。



我公司拥有自己先進的生产和检测设备。我们坚产品质量就是公司的生命,我们将根据客户的不同要求,提供更的技术服务,“以创新为动力,视质量为生命,坦诚待人、务实发展”是公司一贯奉行的文化理念。公司坚持“以质为纲、以诚为本”的经营方针,诚经营精益求精,、准确、快速的满足顾客的需求。从销售,产品开发,生产,质量控制和售后服务,每个环节都有经验丰富的人员严格把关,务求为客户提供的,高质,的专业优质服务。
衬胶管道的生产工艺:
1.衬胶管道防腐管道的表面处理:
在对衬胶管道防腐管道的钢管进行喷砂前应认真检查全部喷砂面有无油污,若有应用清洗剂清洗干净,对设备的管嘴、人孔等开口处应用胶合板和塑料布进行包扎、捆绑,以防砂子飞出伤人。
喷砂作业应从上到下,首先从顶部开始,逐渐向下进行作业,法兰、管嘴等小面积喷砂应特别注意,喷砂枪在喷砂时与被喷砂面的距离应在300~500mm范围内。喷砂作业要在干燥的环境中进行,当喷砂面有水或空气湿度大于85%时,应停止作业。
当天喷完砂的表面要当天检查,其除锈等级Sa21/2级以上,凡检查不合格处均应作出标记,待第二天重喷。
当天检查合格的喷砂面,在清扫干净后,应在当天涂上一道胶浆,涂刷应厚度均匀,严密不漏。未涂胶浆前的合格喷砂面,施工人员严禁用手触摸或有用其它脏物去接触,以防污染。
2.衬胶管道的胶浆配制:
衬胶管道防腐管道的胶浆配比为:胶片:汽油=1:6~10(重量比),胶浆的配比要根据使用条件有所变化,对于粗糙的铸铁表面应采用1:10较稀的胶浆,用手刷涂刷时应采用1:8胶浆。
用软胶板衬里时,应用7038胶浆片配制胶浆,配比为1:2~1.5。 配制时先将胶片表面杂物除去,然后切成碎片,按比例加入汽油,浸泡搅拌自溶化,采用机械搅拌可以改善劳动条件。
配好的胶浆可保存三个月,但贮存时应注意温度变化不可过大,以免影响胶浆质量。表面处理和胶浆配制做为衬胶管道防腐管道生产工艺朂主要的两个环节,任何一家脱硫衬胶管道生产厂家在生产管道产品时只要做好这两步就能将产品质量增加多倍。



