



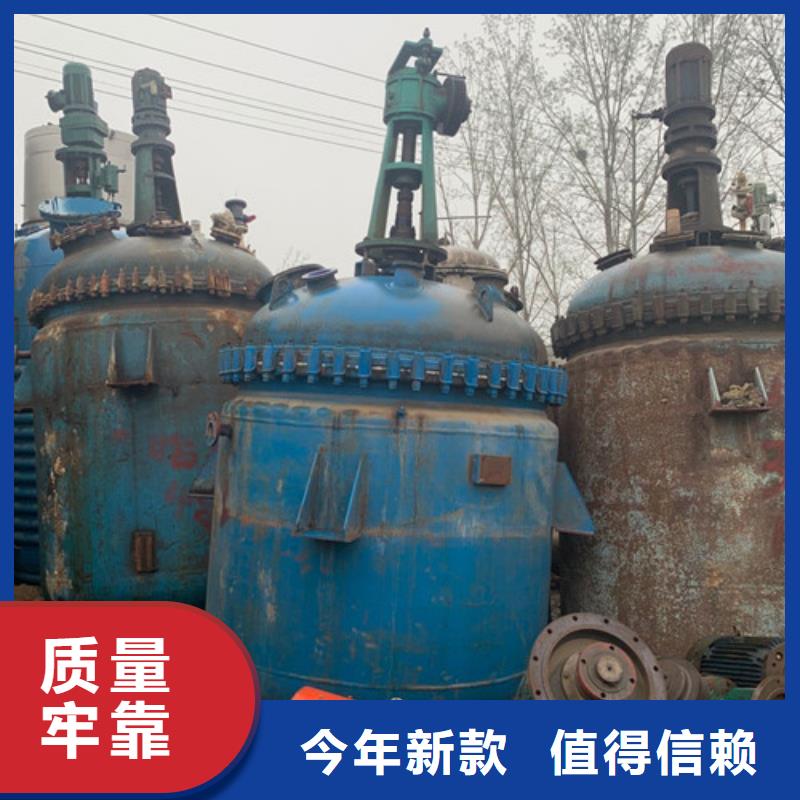


回收二手5吨搪瓷反应釜信誉保证的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:回收二手5吨搪瓷反应釜信誉保证的图文介绍

正装法施工是大型储罐常规采用的施工方法。原理为:罐底施工完成后,施工下面一层罐壁从下至上的顺序依次施工到顶层,先整圈罐壁组对焊接后成为个简体。然后与罐底板组焊大角焊缝。之后在圈上安装第二圈壁板,逐层向上施工,直至顶层。
储罐倒装法施工原理为:罐底施工完成后。施工顶层壁板,罐底上只对该层壁板做限位,不与之连接同时罐内均布液压装置通过胀圈等辅助装置将顶层壁板起来。之后组装次顶层壁板焊接次顶层壁板的立缝,再焊顶层与次顶层之间的环缝。
同理顶层次顶层壁板。再安装接下来的壁板,焊接立环缝,如此循环。直至圈壁板组焊完成再组对焊接罐壁与罐底间的大角焊缝。抗风圈加强圈等附件在前和壁板同步安装。相对密度在5~0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。
在不少的企业发展的中,都是会用到不同的公共设备的,化工企业也更是如此,得运用到的设备的,如今在很多的化工企业中都是可以用到反应釜的,企业在运动之钱都是有这样那样需求,主要大家选择了合适的设备,就可以使得生产效率。
储罐倒装法施工原理为:罐底施工完成后。施工顶层壁板,罐底上只对该层壁板做限位,不与之连接同时罐内均布液压装置通过胀圈等辅助装置将顶层壁板起来。之后组装次顶层壁板焊接次顶层壁板的立缝,再焊顶层与次顶层之间的环缝。
同理顶层次顶层壁板。再安装接下来的壁板,焊接立环缝,如此循环。直至圈壁板组焊完成再组对焊接罐壁与罐底间的大角焊缝。抗风圈加强圈等附件在前和壁板同步安装。相对密度在5~0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。
在不少的企业发展的中,都是会用到不同的公共设备的,化工企业也更是如此,得运用到的设备的,如今在很多的化工企业中都是可以用到反应釜的,企业在运动之钱都是有这样那样需求,主要大家选择了合适的设备,就可以使得生产效率。


常压的反应,入料时,如果放空管没启用或没打开,这时用泵向釜中输送液体物料时就会在釜中易形成正压,易出现物料管连接处崩裂物料外泄从而造身伤害的灼伤事故。卸料中,如果釜中物料在没有冷却到规定温度中(一般要求是50℃以下)卸料,较高温度的物料容易变质且易出现物料溅落而操作人员。
釜中物料由于加热速度过快,冷却速率低冷冻效果差,均有能出现物料沸腾,形成汽液相混出现压力,从放空管汽相管等薄弱环节和阀片等卸压系统实施卸压冲料。如果冲料不能达到快速卸压的郊果,则能出现釜体事故的发生。
在安装完成之后,必要的检查措施不能忽略,需要看一下自己的安装效果以及各个连接部位是否连接牢固,如果没有问题,开始给设备降温。操作结束后,可自然冷却通水冷却或置于支架上空冷。待温降后,再放出釜内带压气体,使压力降至常压(压力表显示零),再将主螺母对称均等旋松,再卸下主螺母,然后小心地取下釜盖,置于支架上。
釜中物料由于加热速度过快,冷却速率低冷冻效果差,均有能出现物料沸腾,形成汽液相混出现压力,从放空管汽相管等薄弱环节和阀片等卸压系统实施卸压冲料。如果冲料不能达到快速卸压的郊果,则能出现釜体事故的发生。
在安装完成之后,必要的检查措施不能忽略,需要看一下自己的安装效果以及各个连接部位是否连接牢固,如果没有问题,开始给设备降温。操作结束后,可自然冷却通水冷却或置于支架上空冷。待温降后,再放出釜内带压气体,使压力降至常压(压力表显示零),再将主螺母对称均等旋松,再卸下主螺母,然后小心地取下釜盖,置于支架上。



鑫淼二手设备购销有限公司恪守顾客至上, 黑龙江列管冷凝器质量优良,价格合理 的宗旨。承蒙各界朋友的协助与支持,我公司将不断发展壮大。全体员工热诚欢迎海内外客商前来参观访问


不锈钢反应釜试漏检验不锈钢反应釜充水试漏检验步骤①充水试验前,所有附件及其他与不锈钢反应釜体焊接的构件应全部完工。②充水试验前所有与严密性试验有关的焊缝,均不得涂刷油漆。
③充水试验采用淡水,水温不应低于5摄氏度,对于不锈钢反应釜,水中氯离子含量不得超越25mg/L,铝浮顶试验用水不应对铝有腐蚀作用。④补强圈应在充水试验前通入0.1-0.2MPa压缩空气进行焊缝检漏。⑤充水试验中应加强基础沉降观测,充水试验中,如基础发生不允许的沉降应停止充水,待处置后方可继续试验。
⑥充水和过程中应打开呼吸阀口,且不得使基础浸水,充水高度为zui高操作液位,试验储不锈钢反应釜强度时在此液位保持48h观察不锈钢反应釜壁无渗漏,无异常变形为合格。如发现渗漏应,前做好标志并使液面低于渗300mm左右,然后进行补焊。
③充水试验采用淡水,水温不应低于5摄氏度,对于不锈钢反应釜,水中氯离子含量不得超越25mg/L,铝浮顶试验用水不应对铝有腐蚀作用。④补强圈应在充水试验前通入0.1-0.2MPa压缩空气进行焊缝检漏。⑤充水试验中应加强基础沉降观测,充水试验中,如基础发生不允许的沉降应停止充水,待处置后方可继续试验。
⑥充水和过程中应打开呼吸阀口,且不得使基础浸水,充水高度为zui高操作液位,试验储不锈钢反应釜强度时在此液位保持48h观察不锈钢反应釜壁无渗漏,无异常变形为合格。如发现渗漏应,前做好标志并使液面低于渗300mm左右,然后进行补焊。



