

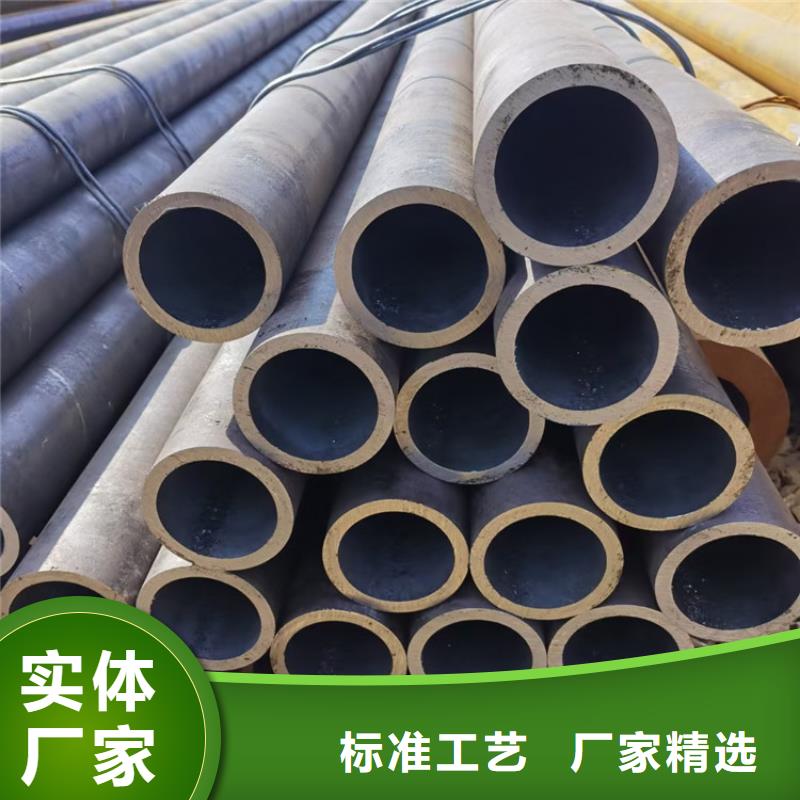

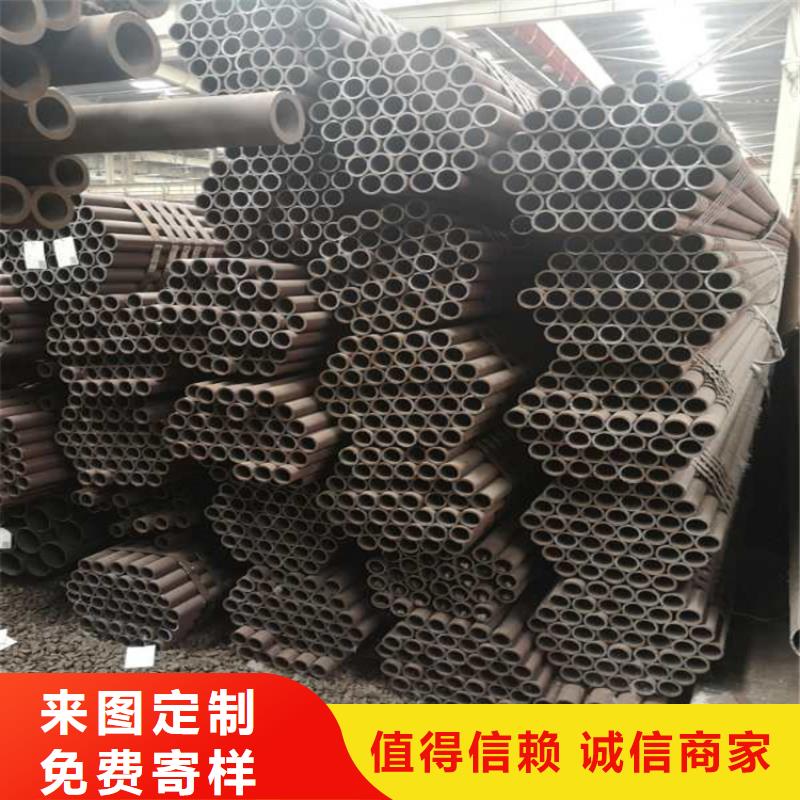



广顺物资 有限公司拥有几十名专业技术人才、熟练的生产和工程施工人员。并获得相关资质,是一家专业从事 黑龙江汽车半轴管设计、制作、销售于一体的厂家。全心致力于科研成果转化为产品的销售与服务。 我们的宗旨是兢兢业业为顾客提供性价比高的 黑龙江汽车半轴管及周到的服务。全体员工本着“诚信强企,人品造牌”的我公司信念,以缔造物美价廉的产品为己任,不断促使我们进行技术革新、产品创新,以良好有效的 黑龙江汽车半轴管产品和无微不至的服务来回报社会和百姓。



中国钢管业的重大变化发生在改革开放以后。随着的解体、“冷战”局面的告终,西方先进技术源源不断传人中国,比较先进的直缝焊管技术在80年代至90年代陆续登陆中国,石油石化行业率先推界到管道应用。原中国石油天然气总公司于1991年3月11日以(91)中油物字第173号文下发了《关于推广使用无缝化钢管替代无缝钢管的通知》的红头文件,用行政方式来加以推广。冶金行业则起步较晚,认识较迟。这是因为国产无缝钢管当时占国内市场份额达92%,对中国建设事业贡献巨大,特别是学术界,对无缝管有深厚的感情,在技术上却对焊管有一定的疑虑,不理解焊管“无缝化”,甚至有的行业不同意论文中出现“无缝化”提法;另外一个不可无视的现实是:承认焊管可能替代一部份无缝管会涉及到一些冶金企业的产品存亡,更何况焊管在中国的起步阶段技术水平不太高,初印象欠佳。



无缝钢管焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面无缝化钢管 无缝化钢管知识解释如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。

