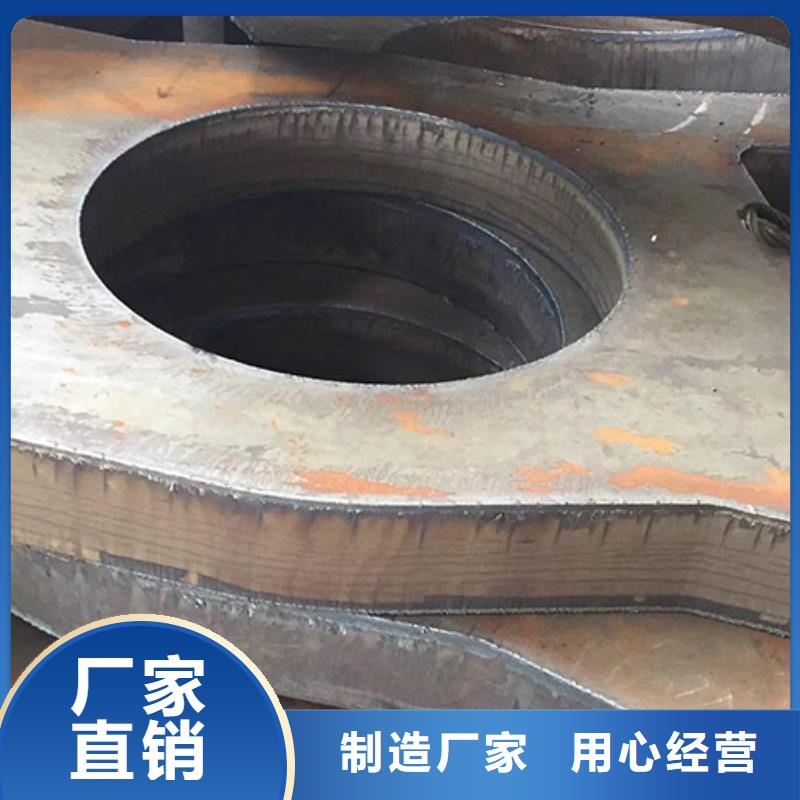




夏季雨水较多Q370R钢板切割工艺及注意事项
大宗商品价格上涨受限,加上时处钢市淡季,考虑到库存偏高厂商操作仍以走货为主,不过鉴于下半年环保限产影响,钢企生产减少,钢厂挺价意愿强,预详情解析,继续往下看……现货市场基本处于空涨状态,加上市场仍处于淡季,且市场库存呈现上涨趋势,下游终端对高价接受有限,预计下周建材市场价格或前跌后震荡运行。淡季情况下,市场库存呈增加趋势,加上近期全国大范围高温多雨影响,呈现供大于求的不利局面,但限产影响下厂家降价意愿有限,多偏强调整,旺季来临的需求良好预期尚存,商家心态坚挺,预计下周带钢或前低后震荡格局。
进口铁矿石市场价格震荡上涨
上周,进口铁矿石市场价格震荡上涨,外盘因成交量有所增加,价格涨幅相对较大,港口现货资源则成交一般,主要是受限产影响,少数钢厂对外销售长协矿,放缓采购节奏。在品种方面,块矿、球团矿溢价总体下降,钢厂开始增加中低品位资源用量,金步巴粉矿、低品位印粉成交有所增加。铁矿石市场整体基本面仍相对偏紧,铁矿石期货盘面仍贴水现货,虽市场有限产预期,但盘面不跌反涨,修复基差,短期铁矿石市场还是以高位震荡运行为主。
夏季雨水较多Q370R钢板切割工艺及注意事项国内冶金焦价格稳中下跌
上周,国内冶金焦价格稳中下跌50元/吨~220元/吨。华北、华东、东北地区钢厂采购价普遍下调120元/吨;中南地区随行就市调整的多数钢厂采购价跟降120元/吨;云南主导钢厂将采购强二级焦调整为采购83焦,且已通知焦企下半月采购价下调220元/吨,其他半月度定价钢厂预计将采购价下调120元/吨。目前,除宁夏、内蒙古部分焦企化工焦、高硫焦、二级焦有部分库存,其他多数焦企均无库存,加上炼焦煤价格高位,焦企成本较高,部分焦企暂不接受降价。业内人士预计近期冶金焦市场继续偏弱运行。
国内炼焦煤价格涨跌互现
上周,国内炼焦煤市场价格涨跌互现,部分区域供应仍显紧张。山西部分煤矿上周三、周四招标,价格较起拍价上涨。内蒙古炼焦煤价格以稳定为主,少数价格上涨50元/吨。进口蒙煤口岸原煤报价稳定。目前,少部分煤矿复产后仍未达到满产水平,炼焦煤供应偏紧局面仍未改变。随着钢厂限产消息传来,焦炭价格下跌,炼焦煤再涨价也有难度,预计近期国内炼焦煤市场高位运行,局部地区仍会出现涨跌互现情况。
夏季雨水较多Q370R钢板切割工艺及注意事项铁合金价格以上涨为主
上周,铁合金市场价格以上涨为主。在普通合金方面,硅铁价格稳定,硅锰价格止跌反弹,高碳铬铁价格继续上涨;在特种合金方面,钒系合金价格稳定,钼铁价格小幅上涨。具体来看:
硅铁现货市场价格稳定。市场流通资源不多,各主产区硅铁企业以交付钢厂订单为主,等待宁夏地区下半年限产细则出台,短期内硅铁市场稳中偏强运行。硅锰市场价格先跌后涨,整体小幅上涨50元/吨。上周,内蒙古电力缺口加剧、限电频繁,吉铁铁合金等企业相继发函表示若近期限产力度不减,7月份只能完成计划产量的40%~60%。宁夏回族自治区专项督察组入驻;云南地区部分硅锰企业限产50%。南北地区限产力度加大,市场整体看涨氛围浓,短期内硅锰市场偏强运行。高碳铬铁价格上涨,供应缺口扩大,市场现货资源难寻,短期内市场将偏强运行。
国内钒系合金市场平稳运行,原料片钒价格下跌,多数生产厂家暂不报价,钒系合金市场成交清淡,贸易商观望心态加重,预计近期市场以稳为主。国内钼市价格小幅上涨,钢厂招标较为活跃,散货市场询盘采购增多,报价稳步上升,预计近期钼市稳中偏强运行。


钢板质量直接影响钢板价格,整张钢板与钢板零割价格也是不一样的,对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
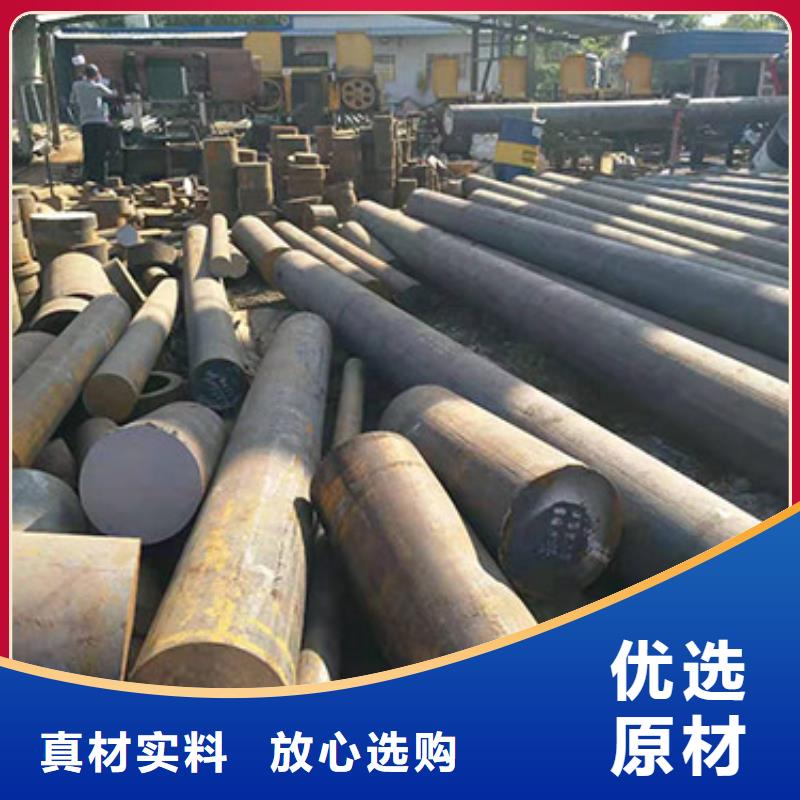
钢板生产的出现正好迎合了人们一直以来的节约资源口号。由于可再生资源的日益稀缺和经济的快速发展,资源问题已成为一个大问题。提高资源的可用性是现在社会大力提倡的,所以使用周期长,节约材料,承载能力高的钢板生产厂家符合时代的发展。爬网镀锌是一种表面处理技术,分为冷镀锌和热镀锌。常用的工艺是热镀锌。随着冷轧带钢近30年来的快速发展,热镀锌行业得到了极大的提高,并广泛应用于金属制品的表面处理。不锈钢板生产厂家被广泛应用于公路、铁路、土建、水利等建筑、各种机械、电器、窗户防护及养殖等。可根据客户要求加工定制各种特殊规格的产品。
钢板切割氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
等离子设备比氧气气体切割炬更昂贵,因为一个完整的系统需要电力,水冷却器(对于超过100安培的系统),气体控制设备,火炬电线,连接软管和电缆,以及火炬本身。但与氧气相比,等离子体的生产率可以很快补偿系统的成本。
等离子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
钢板切割激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
激光技术的另一个优点是可靠性。耗材寿命长,机械自动化程度高,很多激光切割作业都可以在“无人值守”的状态下进行。想象一下,在工作台上装载10x401/2"钢板,按下开始按钮,然后晚上回家。当你早上回来的时候,上百个零件将被切割和卸载。



聚贤丰汇金属材料有限公司自创建以来,秉承“人以诚为本、利以信为先 ”的核心理念和“薄利多销、互利共赢”的经营理念。为客户提供优质、的 安徽合肥锻造圆钢采购解决方案。在激烈的市场竞争中,树立了良好的公平、公正的企业形象,把握市场机遇,将公司做大做强。也得到了厂商、同行业及广大客户的一致好评和认可。 公司通过十余载的不懈努力,与多家大型 安徽合肥锻造圆钢厂建立了良好的合作伙伴关系,公司坚持以诚信广交朋友,以服务增进感情,真诚为广大客户创造价值,为广大客户提供优质可靠的 安徽合肥锻造圆钢产品和全心全意的服务。


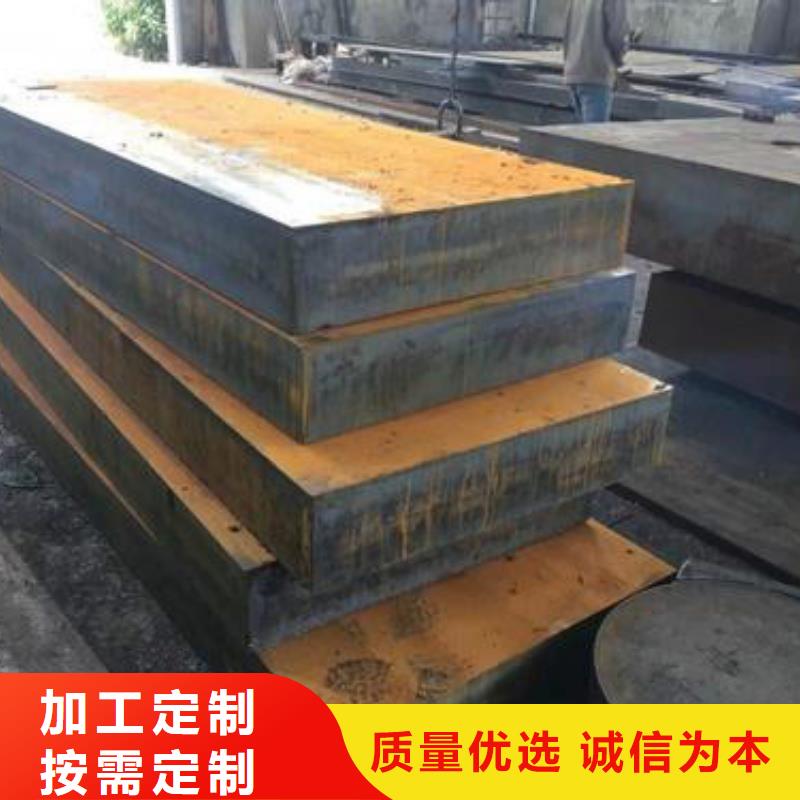
20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。


