


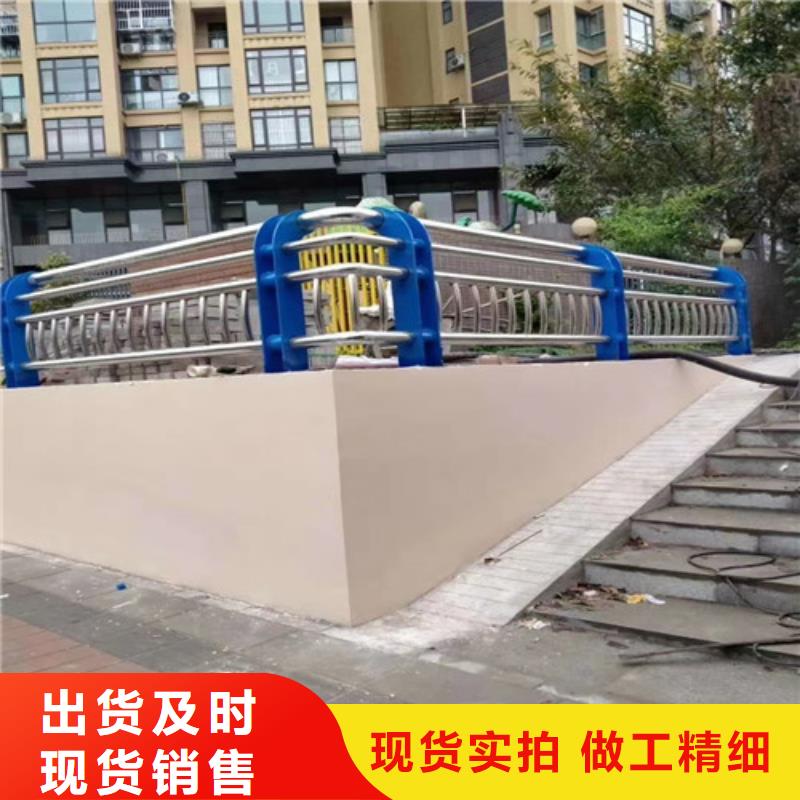

富阳区铝合金护栏的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:富阳区铝合金护栏的图文介绍


讲解下有关不锈钢复合管护栏进行热处理和冷拨相关步骤
不锈钢复合管护栏在我们的生产、生活中无处不在,起到了很大的作用。它的质量的好坏影响着我们的生活,我
们在对其进行制作的过程中需要严格按照相关技术要求进行处理,这样才能保证其质量,下面有本公司为大家讲
解下有关复合管进行热处理和冷拨相关步骤。
我们在岁复合管进行热处理或冷拔(必要时)。穿孔,经热穿孔后的管坯,使棒材与基材达到 步冶金结合。随
后按用户需要以生产无缝钢管的工艺可进行热挤压、热轧(或冷加工)。直至达到用户所希望的尺寸要求,这样就得到
了好像由单一材质组成的管子。它把外层的机械强度和内衬的耐蚀性能结合了起来。像国外公司基本上都采用的是这
种工艺。
我们在对复合钢板机型焊接的时候需要将两种不同材质的板坯用超大功率热轧机进行热复合,然后用UO工艺卷
成管坯,再进行纵缝焊接。采用这种方法生产复合钢管的工艺流程为:热轧板坯用机械或化学法处理二层板坯,待复
合表面UO成形管坯,组成双层板进行热轧复合纵缝焊接扩管热处理。
因为复合管拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,也
在我们生活中起到了很大的作用,所以我们在制作上面需要格外注意,才能保证产品的质量过关。



主营产品 浙江杭州桥梁防撞护栏成熟工艺,品质可鉴,诚信、质量是我们的服务宗旨,真材实料制作而成。多年行业经验,产品细节让您选择广斌金属材料有限公司。
我司实力雄厚,重信用、守合同、保障产品质量,以多种经营特色和薄利多销的原则,获得了广大客户的信任。


符合节能及普及则。不锈钢复合管特点:适于高层建筑装饰和道路护栏景点防护设施耐压强度优于镀锌管及非金属管材管壁光滑、均匀、不结垢、耐腐蚀采传统工艺连接、可靠不锈钢复合管护栏不锈钢复合管护栏立柱。 201不锈钢复合管途广泛深受人民群主欢迎和好评,自从不锈钢复合管投入市场使后就很受消费者喜爱,大家也知道不锈钢这一材料有很优异特点,所以不锈钢制品都很广泛,当然不锈钢复合管也是如此。 什么是不锈钢复合管168*10复合管有吗是一家专业从事金属材料生产加工和工位器具设备制造企业,位于地理位置优越,交通便利。不锈钢复合钢管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。 批发159*4不锈钢复合管201不锈钢复合管护栏厂家批发:复合管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。符合节能及普及则。 复合管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。符合节能及普及则。由于外表美观、价格低廉等优点,现已广泛于桥梁护栏,装饰装潢,车辆附件,输送辊,纺机件等领域。



不锈钢复合管护栏焊接
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
