




文字的描绘可能无法完全捕捉桥梁护栏加工厂产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:桥梁护栏加工厂的图文介绍
对不锈钢复合管桥梁护栏美化时需留意的4个方面:
1.对桥梁护栏美化时,留意桥梁护栏存在感及压抑感。经过重复测试,选用组合式桥梁护栏、培养藤类植物以遮挡桥梁护栏表面亮度等方法,可以有效减小桥梁护栏对行车构成的压抑感。
2.对桥梁护栏进行美化时,需充分考虑桥梁护栏的通透性,因为从公路内部现象的角度来看,驾乘人员看到的是连续移动的现象与护栏,包括桥梁护栏性状和色彩,而不是细部结构,这就要求桥梁护栏具有杰出的通透性及与周围景色相调和。
3.对桥梁护栏进行美化时,需选择与人有亲和力的材料。对于可能与车辆或行人触摸的物体应进行妥善处理,以免构成对人的损害。
4.桥梁护栏色彩应与现场结构物与周边环境相融合。从公路外部角度来看,大家能很简单看到桥梁护栏所构成的带状人工结构物。所以,桥梁护栏结构和色彩与天然景物的调和尤为重要。对桥梁护栏进行具有本地特色的美化时,要防止过度装饰并控制色彩,防止破坏全体美感及增加隐患。



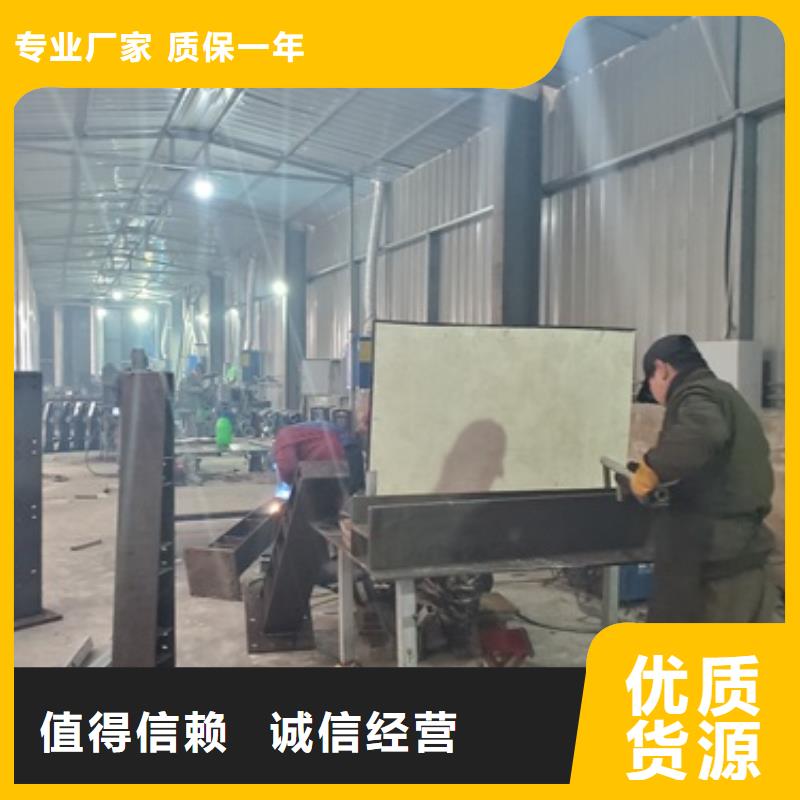
不锈钢复合管护栏焊接
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
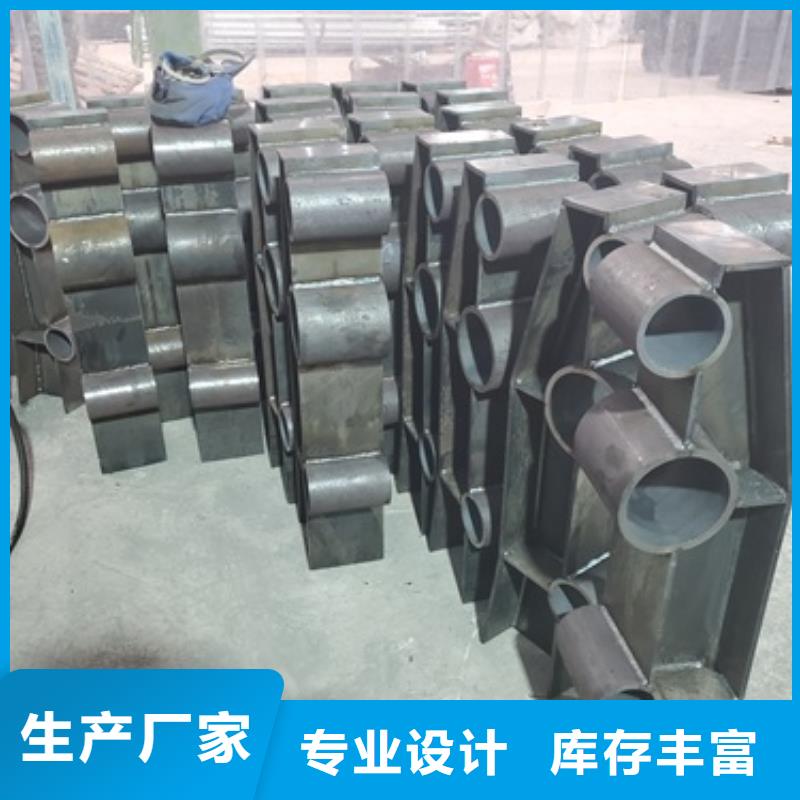
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。



鑫海达金属制品有限公司是一家致力于 青海海西桥梁护栏的研发、生产、销售于一体的综合性多元化公司。在生产和销售中以质量保证为前提,以客户满意为基础。赢得了广大客户的一致好评与认可。

