您的位置>首页 >海西当地产品频道 >
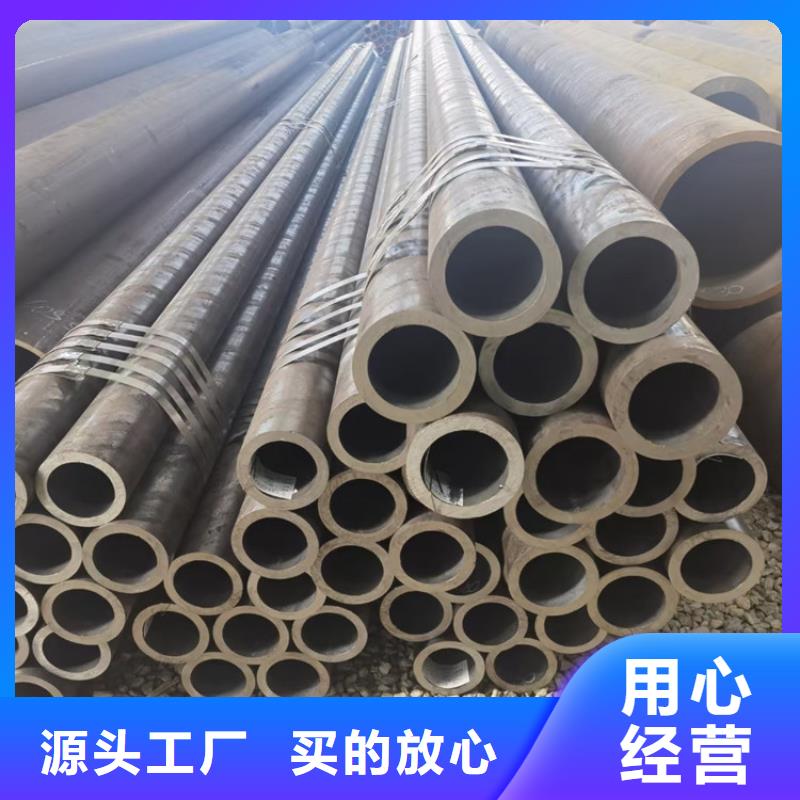
不锈钢管16Mn生产
更新时间: 2024-11-10 10:19:07 浏览次数:1
以下是:不锈钢管16Mn生产的产品参数
| 产品参数 |
|---|
| 产品价格 | 4500/吨 |
|---|
| 发货期限 | 7天 |
|---|
| 供货总量 | 1 |
|---|
| 运费说明 | 不等 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 广顺 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产地 | 聊城 |
|---|
| 品牌 | 广顺物资 |
|---|
| 是否订购 | 是 |
|---|
| 生产 | 厂家 |
|---|
以下是:不锈钢管16Mn生产的图文视频
导读 在青海省海西市采买不锈钢管16Mn生产到广顺物资
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-13306351332,QQ:276931693,地址:《聊城经济技术开发区东昌东路路星美大厦1栋1308室发货到青海省 海西市 》。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州是青藏高原的衢地,南通西藏,北达甘肃,西出新疆,处于青甘新藏四省区交汇的中心地带,也曾是通往西域的古“丝绸之路”辅道。境内兰西拉光缆、青新光缆、青藏750千伏交直流联网线路贯穿全境,格尔木-拉萨成品油输油管线和涩宁兰输气管线分布境内,青藏铁路和国道109、315线横贯全境,并与国道215线、西部大通道及省、州道纵横贯通,是连接西藏、新疆、甘肃的战略支撑点和祖国西部腹地的交通枢纽。
我们精心制作的不锈钢管16Mn生产产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:不锈钢管16Mn生产的图文介绍

上个世纪50年代初由前苏联援建的 条自动轧管机组生产线在鞍钢投产以来,我国已经建成无缝钢管机组近200台套(这其中包括引进的设备和国内自己研制的设备)涵盖了当今世界上各种机组。 焊条选择和使用是否得当直接影响到焊缝的化学成分和使用性能,是大口径无缝钢管焊接准备工作中很重要的一个环节。选择合适的焊条,要综合考虑多方面的因素,有时需要做试验验证,才能 确定。需要考虑的方面如下焊缝金属的使用性能要求,焊条的形状、刚性和焊缝位置,焊缝金属的抗裂性,操作工艺性,设备及施工条件,经济合理性。大口径无缝钢管大型锻件的热处理大型锻件主要是由钢锭直接锻成的,因此在热处理时必须考虑冶炼、铸锭、锻造等过程对铸件内部质量的影响,只要影响因素是:化学成分不均匀于多种冶炼缺陷的存在;晶粒粗大且很不均匀;较多的气体与杂质物;较大的锻造应力和热处理应力。大型锻件锻造之后的热处理目的是防止白点和氢脆、改善锻件内部组织、锻造应力、降低硬度提高切削加工性能,使其获得良好的力学性能或为以后的热处理做好组织准备。


广顺物资
有限公司位于青海海西经济开发区内,地理位置优越、交通十分便利。公司是国内生产、研发 青海海西汽车半轴管厂家,曾获得过多项荣誉,并已通过ISO9002质量体系认证。公司内部有完整的组织机构和雄厚的技术力量,具有不断开发研究科技新 青海海西汽车半轴管产品的能力,拥有同行业较先进的加工设备、检测设备及检测手段,更有专业的、高素质的设计、生产、施工队伍。



无缝钢管对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”就是把拼接接头位置设置在弯矩小的位置。 Q235B钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范


在这种条件下零件会产生疲劳。无缝钢管途还需有其他截面形状的异型钢管无缝方矩管是种具有中空截面周边没有接缝的长条钢材。管内是中空的,有设定定的横截面积,大量用作输送流体的管道,如输送石油,天然气,煤气,水及某些固体物料的管道等,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有定的局限性,圆管就不如方,矩形管抗弯强度大些农机具骨架,钢木家具等就常用方,矩形管。S方管制造商应磨除以下瑕疵;深度大于mm的机械压痕,擦伤及凹坑等瑕疵,这里所指的压痕和擦伤包括钢缆压痕,凹坑,辊痕,球形刮伤,刻痕,模压痕等;深度大于公称壁厚并按以上节所述仔细检查出的通常称为结疤,,折叠,划口或裂口之类的目测表面瑕疵。不允许任何人无缝方管上的任何个部件(包括小零件)。



总结 在青海省海西市采购不锈钢管16Mn生产请认准广顺物资
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-13306351332,QQ:276931693,地址:经济技术开发区东昌东路路星美大厦1栋1308室)。