

联系我们

201不锈钢复合管护栏厂家-诚信经营
更新时间:2025-01-02 01:38:32 浏览次数:3 公司名称:聊城 广斌金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989898 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产品品牌 | 广斌 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑 红 绿 蓝 |





广斌金属材料有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 海南海口桥梁防撞护栏产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。


复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。



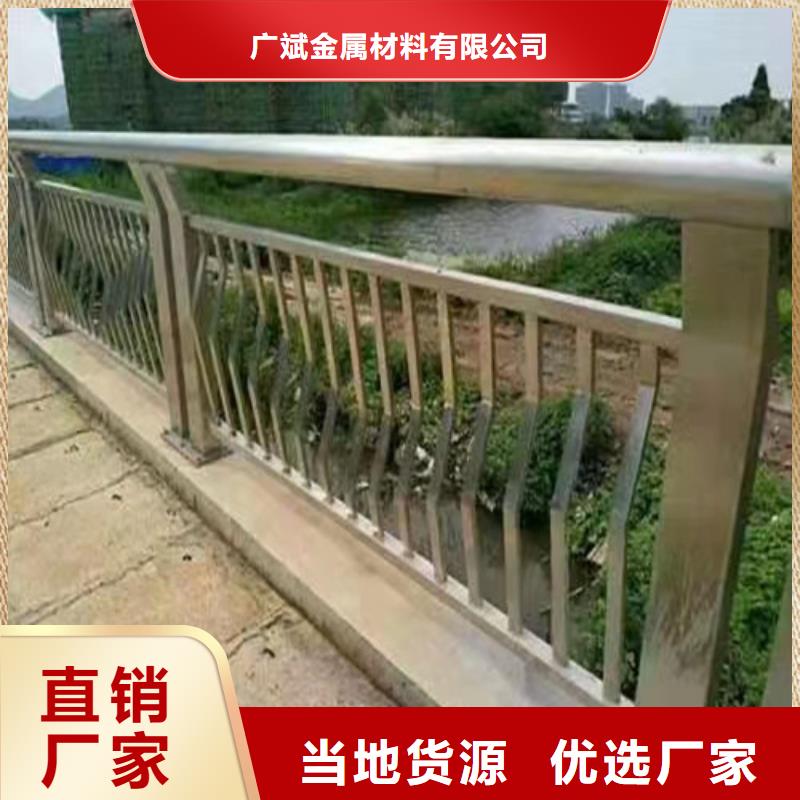
很多城市当中都会有一些纵横交错的河流,或者是湖泊池塘等等。在这些水边,往往是需要设置一些专门的防护措施的,比如说河道护栏。现在人们不仅对河道护栏有着实用性方面的要求,同时也要让其满足一些美观装饰需求,比如说河道景观桥梁护栏就是一种可以同时起到实用以及装饰效果的护栏,那么常见的河道景观桥梁护栏具有哪些优点呢?
1、出色可塑性,使得河道景观桥梁护栏可以呈现出十分多样化的状态,造型各异,别具一格,充分满足人们的审美需要。
2、优良的加工性能使得景观桥梁护栏在加工的过程当中十分方便可靠,可以定制、可锯、可钻、可上漆等等,对于景观桥梁护栏的性能优化是有着比较明显的效果的。
3、景观桥梁护栏做过了专门的防潮措施,在湿气较重的水域当中,可以有效起到防水效果,满足使用寿命要求。不锈钢的河道景观桥梁护栏在这种环境下也不会出现生锈现象,有效保证了其使用稳定性。
4、安装河道景观桥梁护栏护栏方便快捷,十分便利,可以在短时间内进行大范围的安装,有效节省了工时和安装成本。
5、现在常常采用的河道景观桥梁护栏是不锈钢的材质,不锈钢的景观桥梁护栏相对来说不需要太多的维护保养工作,所以说后期使用的过程当中还是十分令人省心的。
6、河道景观桥梁护栏的材质结构十分坚固强硬,所以安装以后可以保证遇到较大力度的冲撞也不会断裂,减少事故伤亡程度。


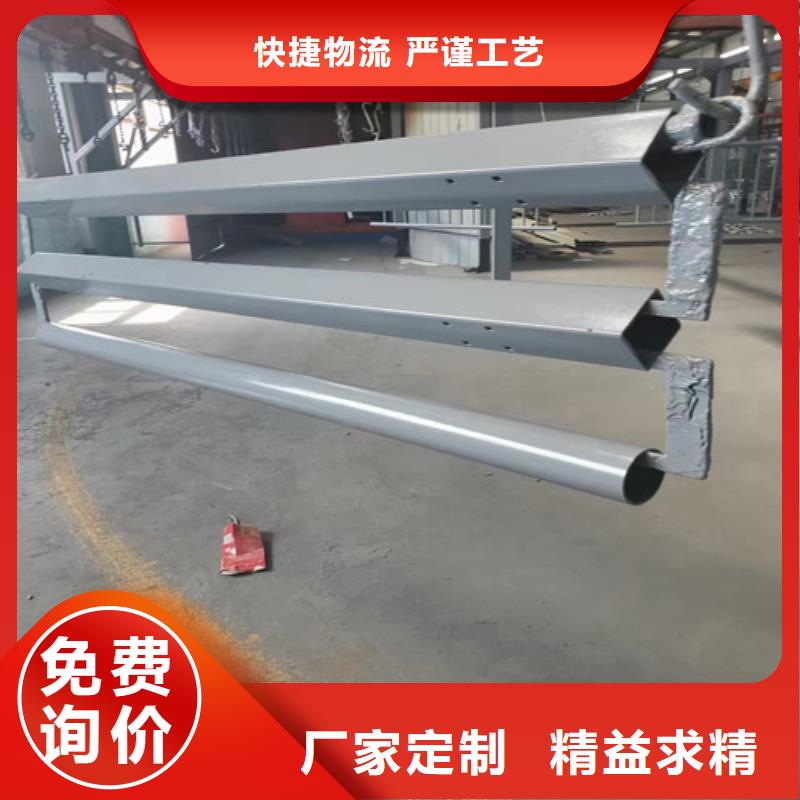
了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。
