

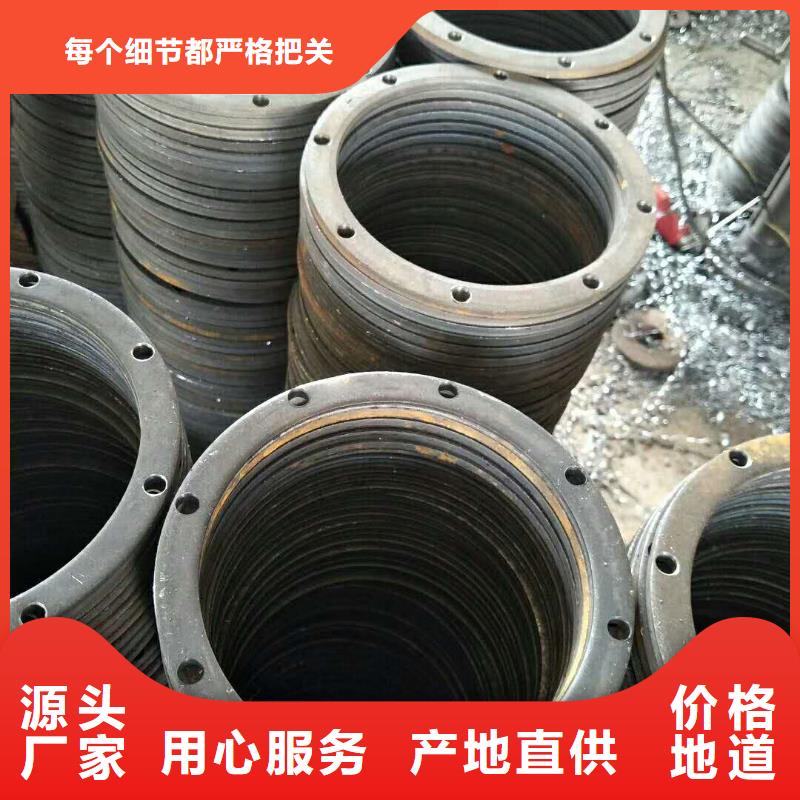


本厂自创建至今,一直致力于实用性和高性价比的法兰毛坯、锻打法兰毛坯、冲压法兰毛坯、法兰盘毛坯、法兰片毛坯等产品的开发与生产,是专业法兰毛坯生产厂家、齿轮毛坯厂家,具有一批专业技术人员和严格的管理制度,先进的生产工艺和的质量保证体系,为产品质量提供了充分的保障。稳定的产品质量赢得消费者一致好评,诚实可的经营作风坚定了客户长期合作的心。
我们始终坚持“ 用户,服务” 以快捷的服务,携手共进,共创双蠃。并可以根据客户需要,来样加工定作。法兰是管子与管子之间相互连接的零件,用于管端之间的连接;也有用在设备进出口上的法兰,用于两个设备之间的连接,如减速机法兰。法兰连接或法兰接头,是指由法兰、垫片及螺栓三者相互连接作为一组组合密封结构的可拆连接。管道法兰系指管道装置中配管用的法兰,用在设备上系指设备的进出口法兰。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰都是成对使用的,低压管道可以使用丝接法兰,四公斤以上压力的使用焊接法兰。两片法兰盘之间加上密封垫,然后用螺栓紧固。不同压力的法兰厚度不同,它们使用的螺栓也不同。水泵和阀门,在和管道连接时,这些器材设备的局部,也制成相对应的法兰形状,也称为法兰连接。凡是在两个平面周边使用螺栓连接同时封闭的连接零件,一般都称为"法兰",如通风管道的连接



搏远金属制品有限公司将以高性能的产品、合理的价格吸引各方来宾、专业的售前售后服务打动顾客;让顾客因创造价值而满意,做永远的朋友!


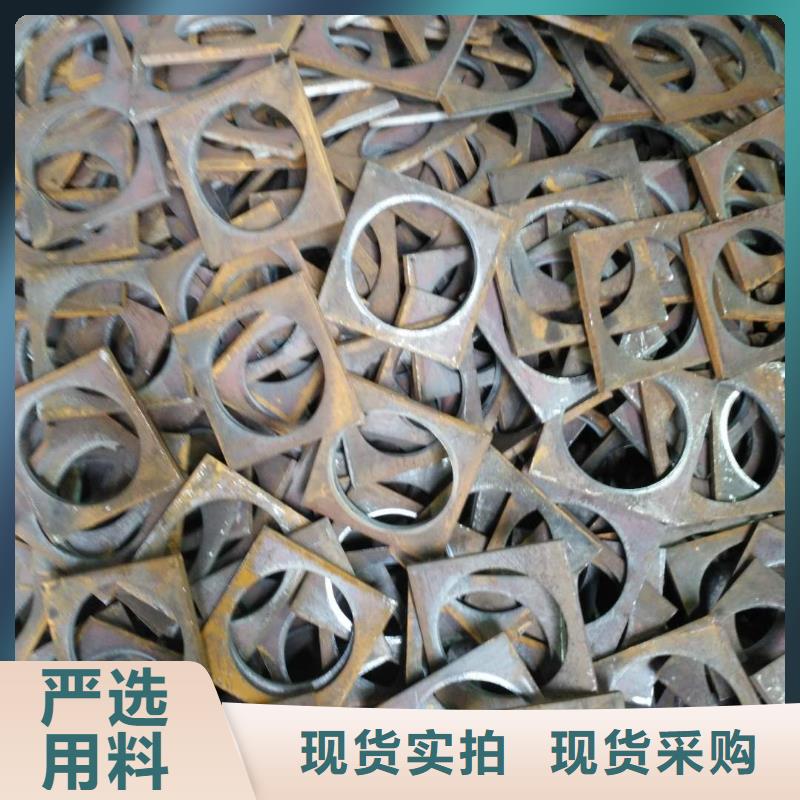
24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



.合金工具钢和高速工具钢
①合金工具钢钢号的平均碳含量≥1.0%时,不标出碳含量;当平均碳含量<1.0%时,以千分之几表示。例如Cr12、CrWMn、9SiCr、3Cr2W8V。
②钢中合金元素含量的表示方法,基本上与合金结构钢相同。但对铬含量较低的合金工具钢钢号,其铬含量以千分之几表示,并在表示含量的数字前加“0”,以便把它和一般元素含量按百分之几表示的方法区别开来。例如Cr06。
③高速工具钢的钢号一般不标出碳含量,只标出各种合金元素平均含量的百分之几。例如钨系高速钢的钢号表示为“W18Cr4V”。钢号冠以字母“C”者,表示其碳含量高于未冠“C”的通用钢号。
10.不锈钢和耐热钢
①钢号中碳含量以千分之几表示。例如“2Cr13”钢的平均碳含量为0.2%;若钢中含碳量≤0.03%或≤0.08%者,钢号前分别冠以“00”及“0”表示之,例如00Cr17Ni14Mo2、0Cr18 Ni9等。
②对钢中主要合金元素以百分之几表示,而钛、铌、锆、氮等则按上述合金结构钢对合金元素的表示方法标出。
11.焊条钢
它的钢号前冠以字母“H”,以区别于其他钢类。例如不锈钢焊丝为“H2Cr13”,可用于区别不锈钢“2Cr13”。
12.电工用硅钢
①钢号由字母和数字组成。钢号头部字母DR表示电工用热轧硅钢,DW表示电工用冷轧无取向硅钢,DQ表示电工用冷轧取向硅钢。
②字母之后的数字表示铁损值(W/kg)的100倍。
③钢号尾部加字母“G”者,表示在高频率下检验的;未加“G”者,表示在频率为50周波下检验的。例如钢号DW470表示电工用冷轧无取向硅钢产品在50赫频率时的单位重量铁损值为4.7W/kg。
13.电工用纯铁
①它的牌号由字母“DT”和数字组成,“DT”表示电工用纯铁,数字表示不同牌号的顺序号,例如DT3。
②在数字后面所加的字母表示电磁性能:A——高级、E——特级、C——超级,例如DT8A。
28
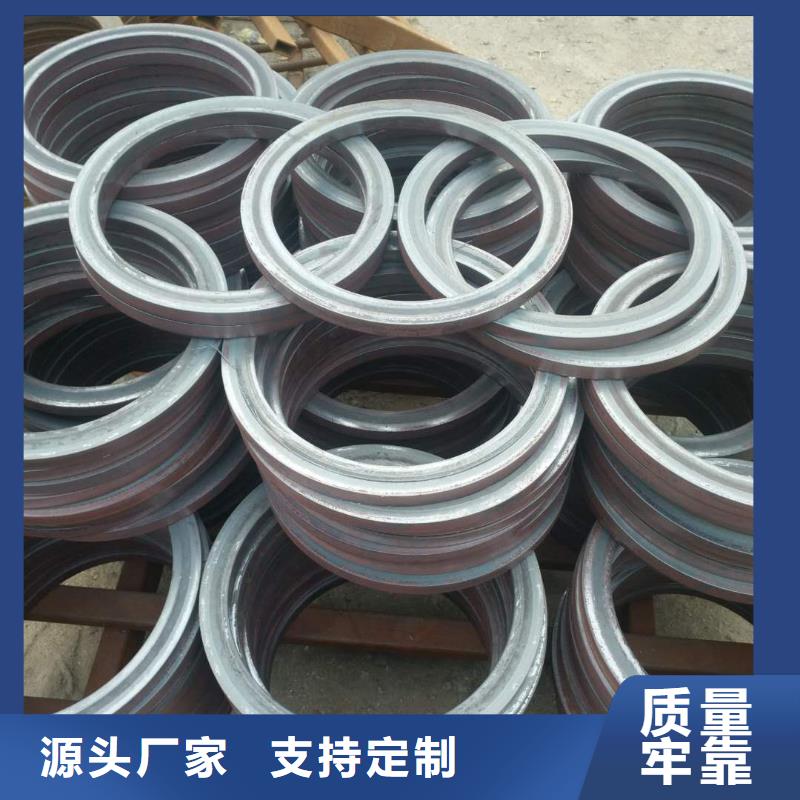
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
8