





箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动电话手,也可直接人工焊接。
6、相邻钢筋笼对接。以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
绕筋机7、加劲箍圈的制作与安装加劲箍圈采用自动弯箍机进行加工。加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。


绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。



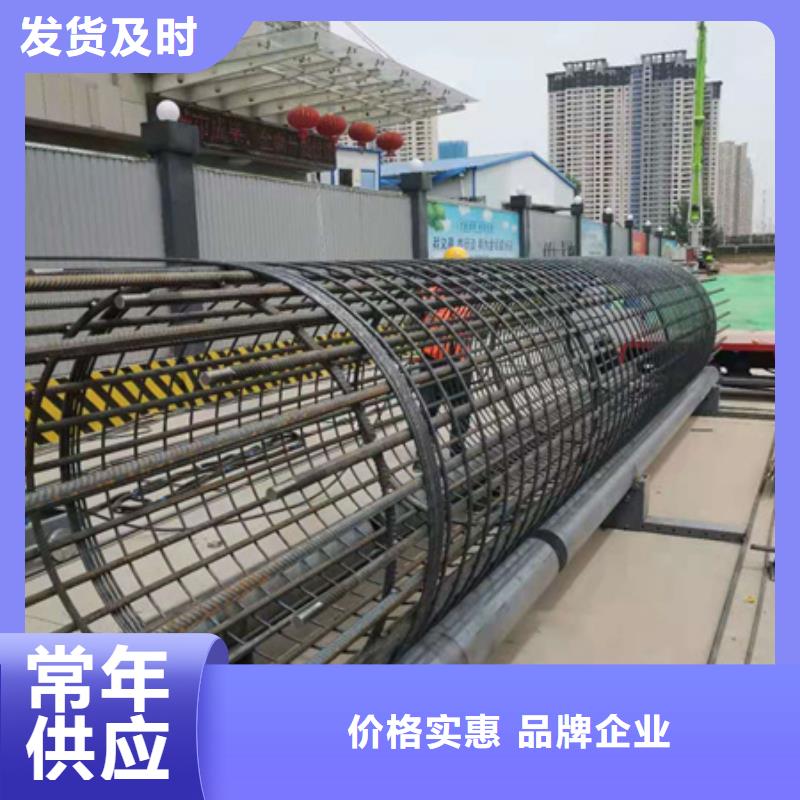
绕筋机代替人工加工、将复杂且人工难以操作的加工工艺简单化,钢筋笼制作中在人工辅助基础上实现主筋上料、箍筋调直缠绕、箍筋与主筋焊接等工序自动完成的自动化生产装备,提高加工效率和产品品质,且较老产品优化了多个重要结构,使其合理且成本大幅降低,设备更有市场竞争力。
● 大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;
● 固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;
● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;
● 固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼
● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此 轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,
设备运行惯量大大降低;



建贸机械设备有限公司在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 贵州五机头钢筋弯箍机市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 贵州五机头钢筋弯箍机产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 贵州五机头钢筋弯箍机产品质量赢得市场。
