


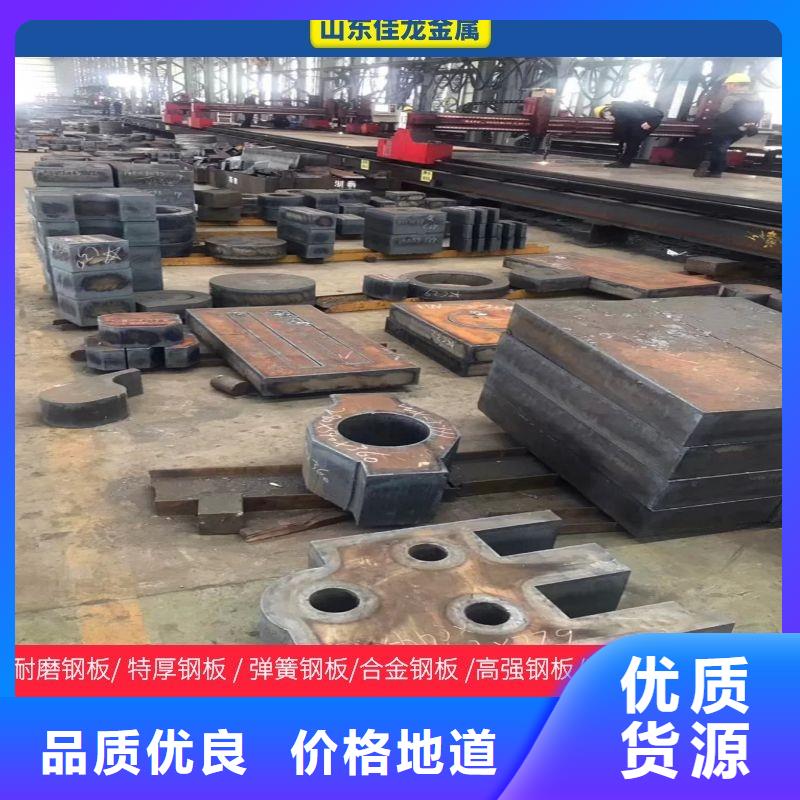

为了让您更地了解我们的50毫米厚NM400耐磨钢板数控加工订制,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:50毫米厚NM400耐磨钢板数控加工订制的图文介绍


nm500耐磨板连轧工艺的措施 nm500耐磨板壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均。连轧工艺调整的影响是导致成品nm500耐磨板板壁厚不均的重要因素。具体为: 1、螺旋状壁厚不均 成因是: (1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿nm500耐磨板的全长呈螺旋状分布。 (2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿nm500耐磨板全长呈螺旋状分布。 措施: (1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧板机。 (2)针对第二种情况,根据毛板出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛板直径的变化作适当调整,并考虑毛板跳动量的大小。 2、直线状壁厚不均 成因: (1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛板,致使毛板在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。 (2)连轧轧辊间隙过小或过大。 (3)轧板机中心线偏差。 (4)单、双机架压下量不均,会造成nm500耐磨板单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。 (5)臼断裂,内外辊缝差大,会造成nm500耐磨板直线型非对称偏差。 措施: (1)调整好芯棒预穿鞍座的高度、保证芯棒与毛板对中。 (2)更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。 (3)用光学对中装置调整轧制中心线,年度大修时必须校正轧板机中心线。 (4)及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。 山东省华尔网鸿达昌业金属材料有限公司主营: 特厚钢板:Q235B(A3)、45#钢、Q345B(16Mn)。厚度:60mm-300mm 耐磨钢板:NM360耐磨钢板、NM400耐磨钢板、NM450耐磨钢板、NM500耐磨钢板。厚度:3mm-100mm 合金钢板:40Cr、42CrMo、35CrMo、15CrMo、12Cr1MoV 低合金高强度钢板:Q345C、Q345D、Q345E、Q460、Q460C、Q460D、Q550C、Q550D、Q550E、Q690D、Q690E、Q960D、Q960E。厚度:3mm-300mm 锰钢板:40Mn锰钢板、45Mn锰钢板、50Mn锰钢板、60Mn锰钢板、70Mn锰钢板。厚度:2mm-120mm 现货库存,加工零售,来图定制!拥有激光切割、数控火焰等离子切割设备数台! 地址:山东省聊城市辽河路与泰山路交叉口向西200米路北钢板仓储库



得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!鸿达昌业钢铁销售有限公司本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 广西桂林开平板价格市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。


m400耐磨板工艺性能优点如下: 对各种钢材的焊接,适应性强,调整nm400耐磨板焊剂的成分和比例极为方便和容易,可以提供所要求的焊缝化学成分。(2)工艺性能好,焊缝成形美观采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。(3)熔敷速度快,生产效率高在相同焊接电流下nm400耐磨板的电流密度大,熔化速度快,其熔敷率约为75%-91%,生产率比钢板电弧焊高约4-7倍。(4)nm400耐磨板可用较大焊接电流进行全位置焊接。 山东省华尔网鸿达昌业金属材料有限公司主营: 特厚钢板:Q235B(A3)、45#钢、Q345B(16Mn)。厚度:60mm-300mm 耐磨钢板:NM360耐磨钢板、NM400耐磨钢板、NM450耐磨钢板、NM500耐磨钢板。厚度:3mm-100mm 合金钢板:40Cr、42CrMo、35CrMo、15CrMo、12Cr1MoV 低合金高强度钢板:Q345C、Q345D、Q345E、Q460、Q460C、Q460D、Q550C、Q550D、Q550E、Q690D、Q690E、Q960D、Q960E。厚度:3mm-300mm 锰钢板:40Mn锰钢板、45Mn锰钢板、50Mn锰钢板、60Mn锰钢板、70Mn锰钢板。厚度:2mm-120mm 现货库存,加工零售,来图定制!拥有激光切割、数控火焰等离子切割设备数台! 地址:山东省聊城市辽河路与泰山路交叉口向西200米路北钢板仓储库



华尔网鸿达昌业钢铁销售有限公司
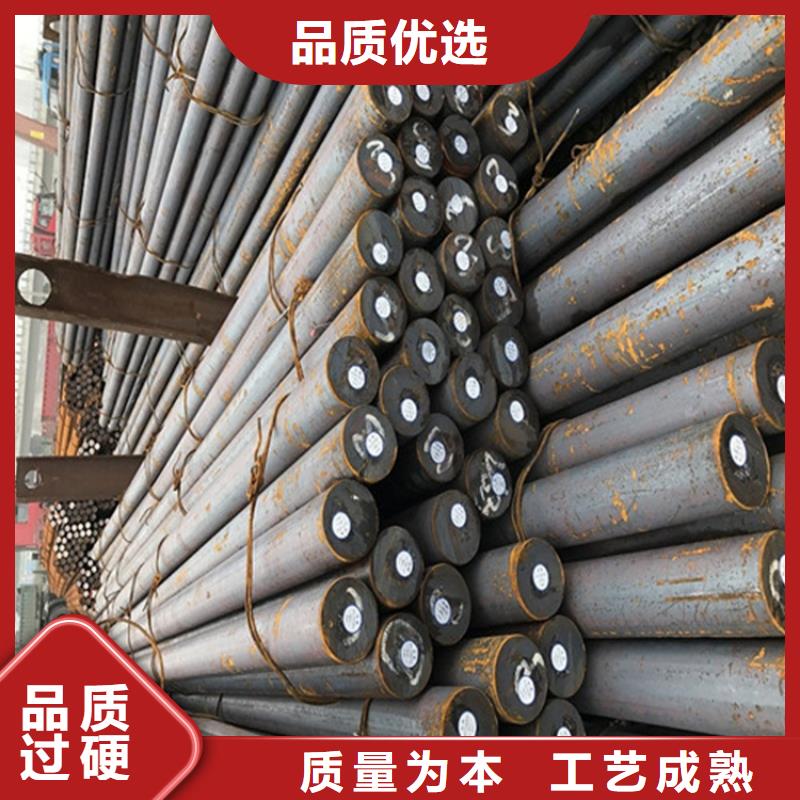
华尔网圆钢分类
(3)高碳钢
常称工具钢,含碳量从0.60%至1.70%,可以淬硬和回火。锤,撬棍等由含碳量0.75%的钢制造; 切削工具如钻头,丝攻,铰刀等由含碳量0.90% 至1.00% 的钢制造。
按钢的品质可分为普通碳素钢和优质碳素钢。
(1)普通碳素结构钢又称普通碳素钢,对含碳量、性能范围以及磷、硫和其他残余元素含量的限制较宽。在中国和某些 根据交货的保证条件又分为三类:甲类钢(A类钢)是保证力学性能的钢。乙类钢(B类钢)是保证化学成分的钢。特类钢(C类钢)是既保证力学性能又保证化学成分的钢,常用于制造较重要的结构件。中国生产和使用多的是含碳量在0.20%左右的A3钢(甲类3号钢),主要用于工程结构。



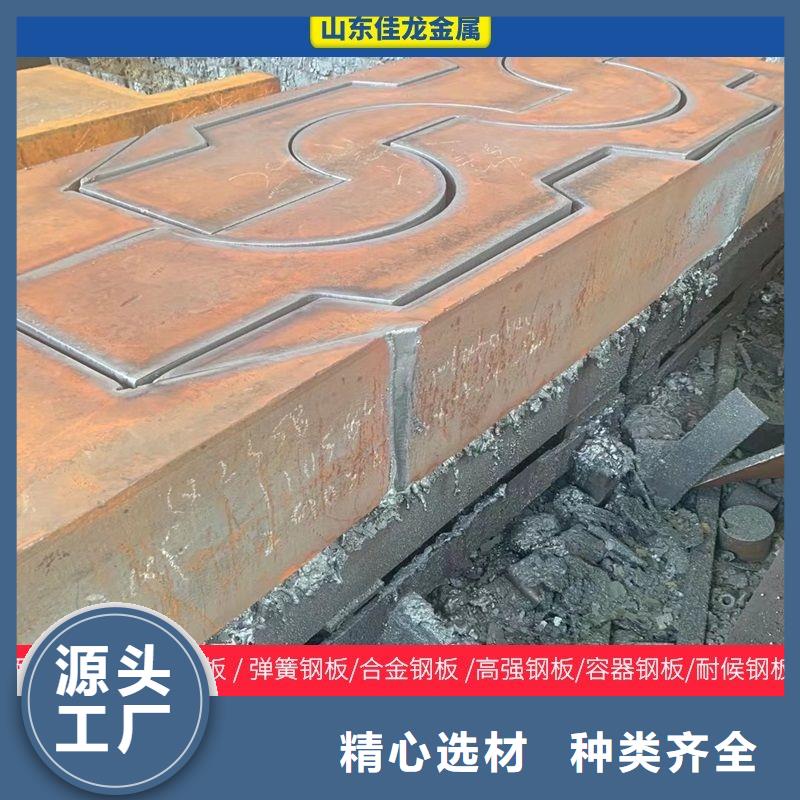
耐磨钢板加工方式有几种? 钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等离子切割和激光切割。2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。3、高级别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其切割速度取决于钢板等级和厚度.特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保温时间安5min/mm)对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。4、降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的的办法是冷切割,例如水射流切割。若必须使用热切割,则应选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。5.火焰切割只要操作正确并配有合适的切割工具,可采用火焰切割,等离子电弧切割或激光切割方法对耐磨钢进行切割。不同厂家所生产出的切割工具种类不同,必须注意厂家在切割表中分别列出的要求(喷口的选择,气体压力,切割方法,速度等)。钢板的表面状况也对火焰切割状况和切割面的质量有明显的影响。如果对切割面质量要求很高,则需要清理掉工件切割区域上面的氧化皮、锈渍、油漆以及其他杂质。 山东省华尔网鸿达昌业金属材料有限公司主营: 特厚钢板:Q235B(A3)、45#钢、Q345B(16Mn)。厚度:60mm-300mm 耐磨钢板:NM360耐磨钢板、NM400耐磨钢板、NM450耐磨钢板、NM500耐磨钢板。厚度:3mm-100mm 合金钢板:40Cr、42CrMo、35CrMo、15CrMo、12Cr1MoV 低合金高强度钢板:Q345C、Q345D、Q345E、Q460、Q460C、Q460D、Q550C、Q550D、Q550E、Q690D、Q690E、Q960D、Q960E。厚度:3mm-300mm 锰钢板:40Mn锰钢板、45Mn锰钢板、50Mn锰钢板、60Mn锰钢板、70Mn锰钢板。厚度:2mm-120mm 现货库存,加工零售,来图定制!拥有激光切割、数控火焰等离子切割设备数台! 地址:山东省聊城市辽河路与泰山路交叉口向西200米路北钢板仓储库
