




按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清掉表面缺xian,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
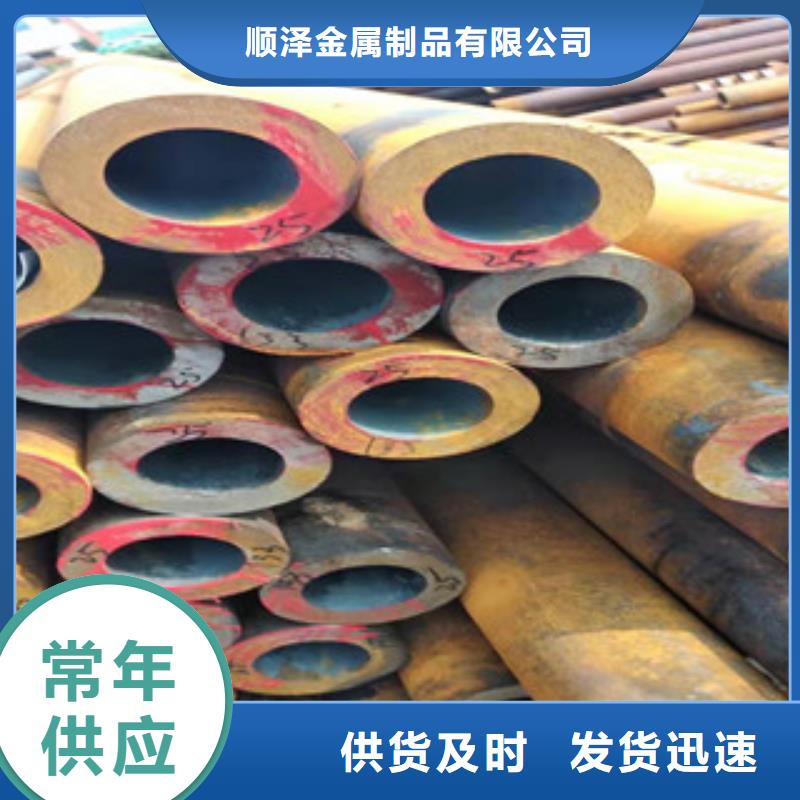
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。27simn无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及须离线处理。因此它在高压、机械结钢管。
山东顺泽金属制品有限公司为您提供27simn合金管丰富的供应解决方案;27simn合金管的材料规格库存;完善的质量保障体系;欢迎新老客户来厂选购!



(1) 27simn无缝管高温淬火+高温回火。用1150℃加热淬火后经660~680℃×2~3次回火,能显著提高27simn无缝管的强刃性和热疲劳抗力等性能。作者曾对自行车左右曲柄热锻模采用上述工艺经高温1150℃加热淬火后,用井式气体渗炭炉660~680℃加入少量甲醇和煤油进行保温。两次回火处理后27simn无缝管使用寿命成倍提高。
(2) 高温淬火+低温回火(620~640℃)。对于压陷形式失效的热作模具,可以提高27simn无缝管硬度,提高热强度和耐磨性,用1150℃淬火后用620~640℃回火的强刃化处理工艺。作者曾在摩托车零件的精锻模采用次工艺,使用效果较好。模具的耐磨性曾加。
(3) 低温淬火。用于承受强烈冲击负荷,27simn无缝管因刃性不足而导致早期脆断的,可适当降低淬火加热温度,提高处理后钢的冲击刃性和塑性。
(4) 等温淬火。得到的马氏体+下贝氏体为主的复合淬火组织,27simn无缝管经此处理后,具有良好的强韧性和多冲负荷下较低的裂纹敏感性,27simn无缝管裂纹的扩展速率低等优点。作者曾对柴油机进排气门阀杆热锻模处理中采用过此工艺,1130℃加热油冷1-1.5分转入350~380℃硝盐炉等温1.5小时,取出空冷,再经600℃两次回火,处理后硬度Rc45-48.


新策钢管有限公司引进先进的 广东广州20#绗磨管技术,性能更稳定,用拥有领先的制造和检测设备, 广东广州20#绗磨管生产效率更高。



油缸管
油缸管
性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。