


我们的35#精密无缝钢管厂家优质视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:35#精密无缝钢管厂家优质的图文介绍

密度物质密度是该物质单位体积质量,单位是kg/m3或1b/in3。残余拉力主要设备在焊接过程中产生残余拉力。当前,工程上广泛采焊接冷却后进行退火处理残余力,而焊后冷却是残余力产生重要过程,这种做法既浪费了能源又容易产生较大焊接残余力。 焊接后热处理是一种新残余力技术。焊前将龙川20 精密管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使保温棉对其进行保温使其缓慢冷却。淬火能增加钢管强度和硬度,但要减少其塑性。 淬火中常淬火剂有水、、碱水和盐类溶液等。龙川20 精密管回火将已经淬火龙川20 精密管重新加热到一定温度,再一定方法冷却称为回火。其目是淬火产生内力,降低硬度和脆性,以取得预期力学性能。 16mn冷拔精密管检查方法可以肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气地方是退火炉进管子地方和管子地方,这个地方密封圈特别容易磨损,要经常检查经常换。提了冷弯成前对16mn冷拔精密管进行预处理工艺方案;研究分析了正火温度、保温时间和冷却方式对料管组织和力学性能影响规律;确定了16mn冷拔精密管常规正火工艺:加热温度(890±10)℃,保温6min后散置空冷。


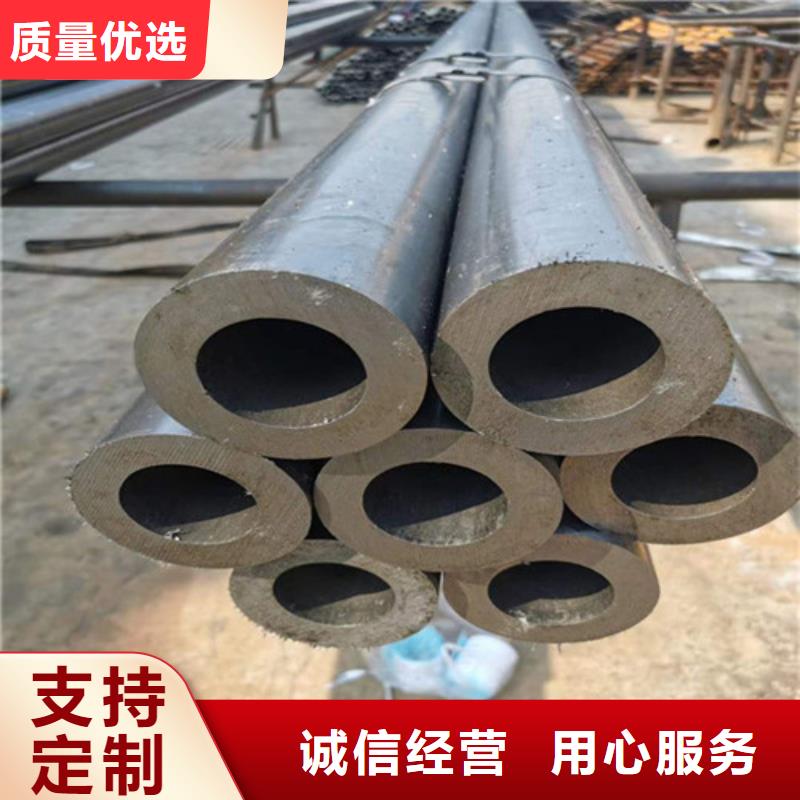
总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。 热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。 淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。 精密光亮管高频淬火具体步骤当精密光亮管淬火面积大于设备时,采普通淬火方式是较为浪费资源,所以这时我们就会采高频淬火。下面是高频淬火具体步骤:加热速度极快,可扩大A体转变温度范围,缩短转变时间。



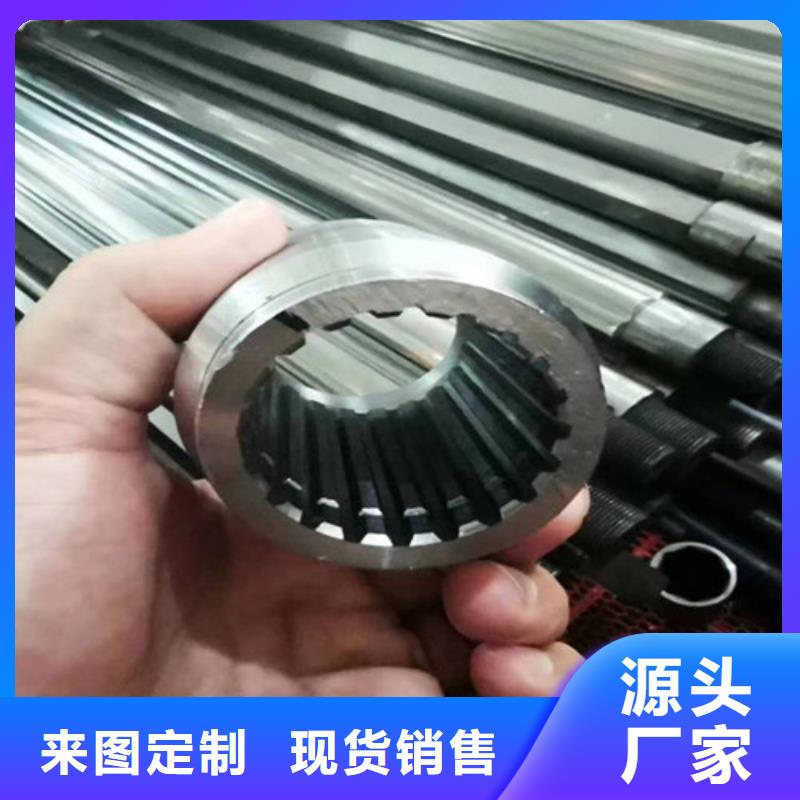
(挤压无缝钢管):圆管坯加热穿孔三辊斜轧、连轧或挤压脱管定(或减)冷却矫直水压试验(或探伤)标记入库轧制无缝管料是圆管坯,圆管胚要经过切割机切割加工成长度约为1米坯料,并经传送带送到熔炉内加热。 钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或炔。炉内温度控制是关键性问题.圆管坯炉后要经过压力穿孔机进行穿空。一般较常见穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩量大,可穿多种钢种。 穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定。定机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内由定机钻头外长度来确定。钢管经定后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。 钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测。钢管质检后还要通过严格手工挑选。钢管质检后,漆喷上编 、规格、生产批 等。并由吊车吊入仓库中。


龙丽金属材料有限公司主营 福建福州45号精密钢管,可根据客户要求尺寸定做。我们的经营方针是:以质量求生存,以产品求发展,以信誉保合作,以服务赢客户。及时满足用户的需求,是我们公司伟大的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的一致好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会各界的大力支持,在各界的支持下,我们正昂首阔步迈向未来!云途,将继往开来,创造出更加美好、灿烂的明天! 本公司对产品质量和各项服务恪守合同承诺,并愿与新老客户精诚合作,共创未来。


