


想知道大口径焊管直供厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:大口径焊管直供厂家的图文介绍
“以人为本、质量保障、品质服务、追求卓越”始终是公司立基建业的宗旨和目标。鹏鑫钢铁有限公司本着“不断进取、与时俱进”的思想时时激励自己,用优异卓著的“诚信”【安徽阜阳镀锌钢管厂】产品积j i参与国内外的市场竞争。

华尔网直缝焊管除锈保养法: 一般要求直缝焊管管件表面达到近白级(Sa2.5实践证明,于直缝焊管管件常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺。采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5技术条件。当直缝焊管发生一定的锈迹时,依照一定的除锈方式和方法处理,保证直缝焊管的质量和性能,能够在不同的行业和优先域中使用,为建筑行业做出重要的贡献和作用。 华尔网直缝焊管的喷(抛)射磨料: 为了达到理想的除锈效果,应根据直缝焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 华尔网直缝焊管的除锈速度: 即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1钢管的除锈速度取决于磨料的类型和磨料的排量。式中:m磨料的喷(抛)量;V磨料运行速度;m1单颗粒磨料的质量。m大小与磨料破碎率有关,破碎率大小直接影响外表处置作业的利息及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 华尔网直缝焊管的磨料的粒径及配比: 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,防腐过程中防腐层易形成气泡,严重影响防腐层的性能。


华尔网焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 华尔网焊接钢管行业产业链上游为原材料供应商,包含钢铁行业、有色金属等;下游为终端行业,包含输送用管、结构用管等。其中上游企业主要为热轧钢带、热轧卷板制造企业。 华尔网焊管在城市管网建设中的应用主要有两个方面:一是焊管可以作液体输送用:给水、排水;二是焊管可作气体输送用:煤气、蒸气、液化石油气。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,同时,焊接钢管的成本较无缝钢管更低、生产效率也更胜一筹,于是焊接钢管便在越来越多的领域代替了无缝钢管。



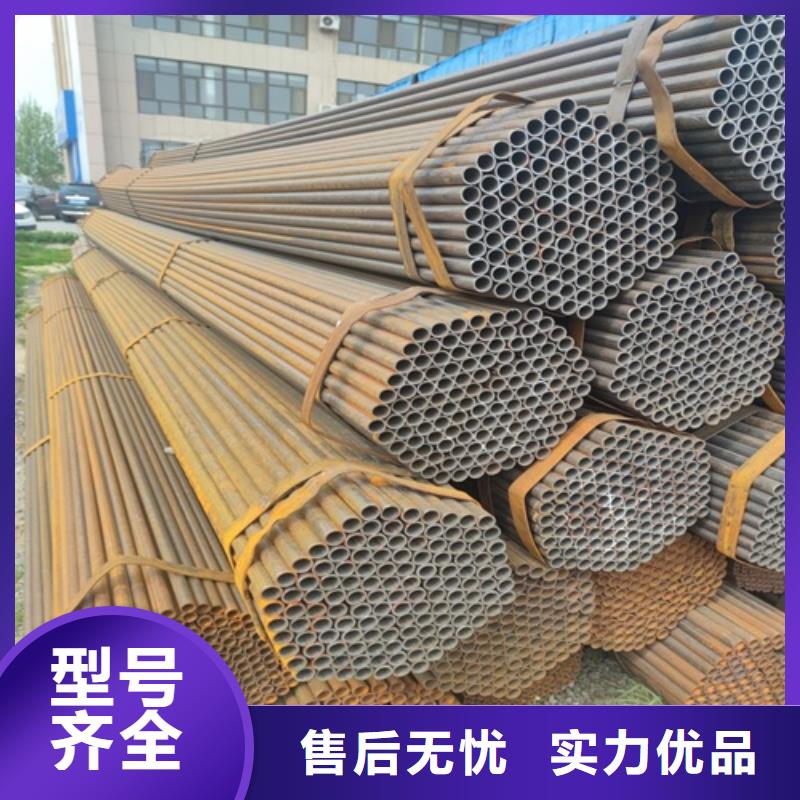
华尔网低合金焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。低合金焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
较小口径的低合金焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送低合金焊管、低压流体输送用镀锌低合金焊管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
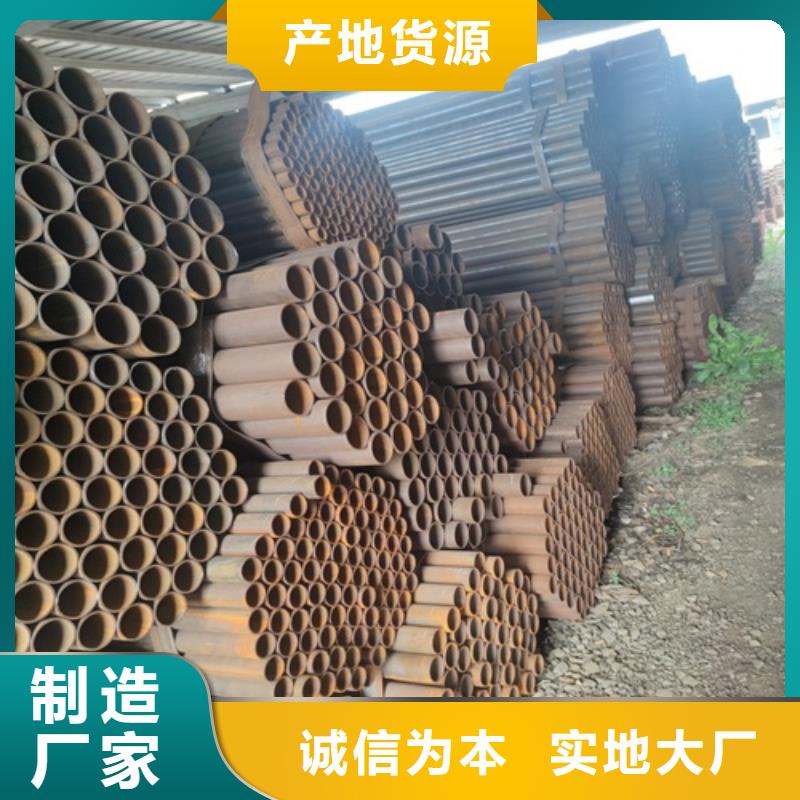
华尔网低合金焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为低合金焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
低合金焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比低合金焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
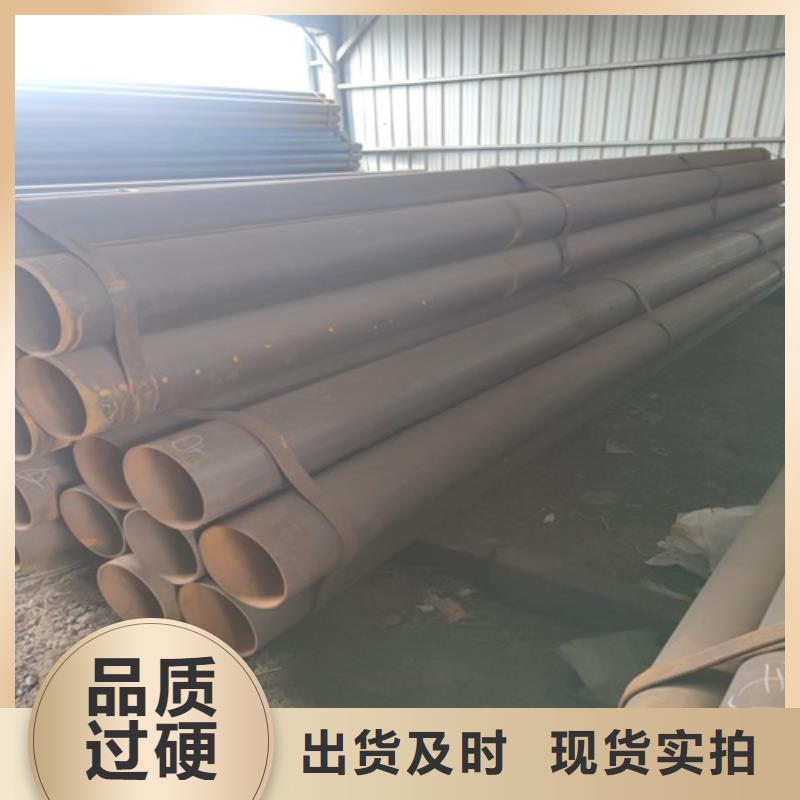
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。



