



别再错过任何细节!花费一分钟观看高温蒸汽防腐螺旋钢管性能重庆螺旋防腐钢管产品视频,让您的购买决策更加明智。
以下是:高温蒸汽防腐螺旋钢管性能重庆螺旋防腐钢管的图文介绍


发展方向:因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。



南恩物资有限公司 专业生产 安徽阜阳槽钢。公司位于九龙坡区恒胜钢材市场。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户优先”的原则为广大客户提供优质的服务。欢迎惠顾!主要产品有: 安徽阜阳槽钢。 公司一贯坚持“质量至上,用户至上,优质服务,信守合同”的宗旨,竭诚与国内外商家双赢合作,共同发展,共创辉煌!


螺旋钢管生产商与钢厂之间的关系
据了解,全球主要矿业公司今年上半年纷纷增产。必和必拓、力拓、FMG的螺旋钢管产量均有明显增长。“2014年新增螺旋钢管供给规模有5000万吨,主要来自澳大利亚。”陆彬直言。必和必拓公司近期表示,计划将其西澳螺旋钢管单位生产成本降低逾25%,并在 资本成本的情况下增加6500万吨/年的螺旋钢管产量。
事实上,螺旋钢管价格连续下跌后,已经逼近部分矿山的成本线。“虽然没有具体的分界线,但可以明确的是,力拓等大型矿业公司的成本仍然是市场上 的,具有相当的竞争力,而面临成本压力的主要是小型矿企。”TSI螺旋钢管指数高级分析师Oscar Tarneberg告诉中国证券报记者,在螺旋钢管价格低于80美元时,包括多数的印度、印尼、中国甚至部分澳大利亚的矿商将不再具备竞争力。
据了解,全球主要矿业公司今年上半年纷纷增产。必和必拓、力拓、FMG的螺旋钢管产量均有明显增长。“2014年新增螺旋钢管供给规模有5000万吨,主要来自澳大利亚。”陆彬直言。必和必拓公司近期表示,计划将其西澳螺旋钢管单位生产成本降低逾25%,并在 资本成本的情况下增加6500万吨/年的螺旋钢管产量。
事实上,螺旋钢管价格连续下跌后,已经逼近部分矿山的成本线。“虽然没有具体的分界线,但可以明确的是,力拓等大型矿业公司的成本仍然是市场上 的,具有相当的竞争力,而面临成本压力的主要是小型矿企。”TSI螺旋钢管指数高级分析师Oscar Tarneberg告诉中国证券报记者,在螺旋钢管价格低于80美元时,包括多数的印度、印尼、中国甚至部分澳大利亚的矿商将不再具备竞争力。



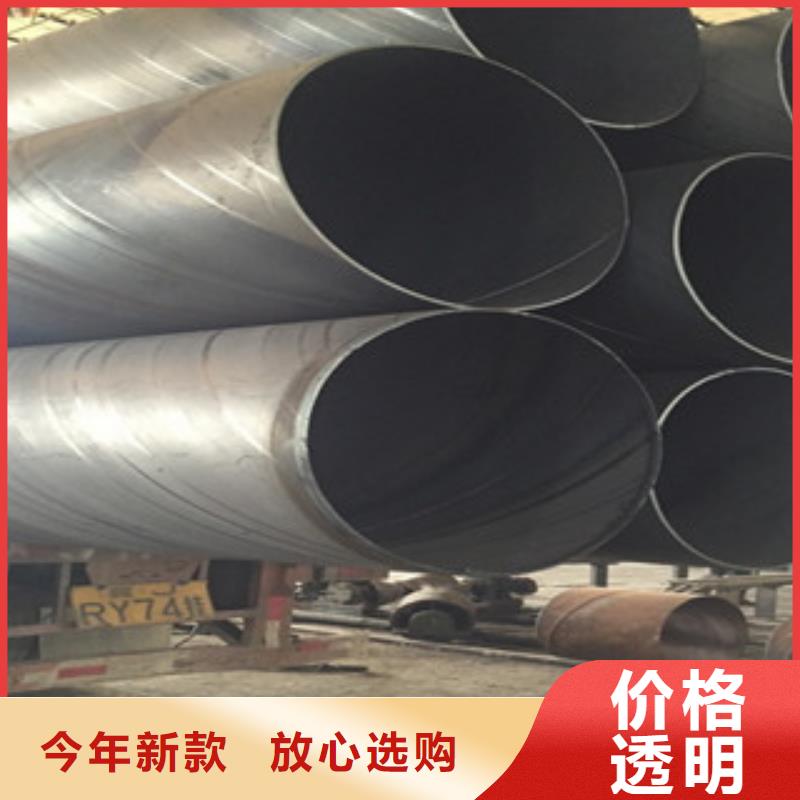
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
