
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让批发焊接不锈钢管_优质厂家自己向您展示它的卓越品质和出色性能。
以下是:批发焊接不锈钢管_优质厂家的图文介绍
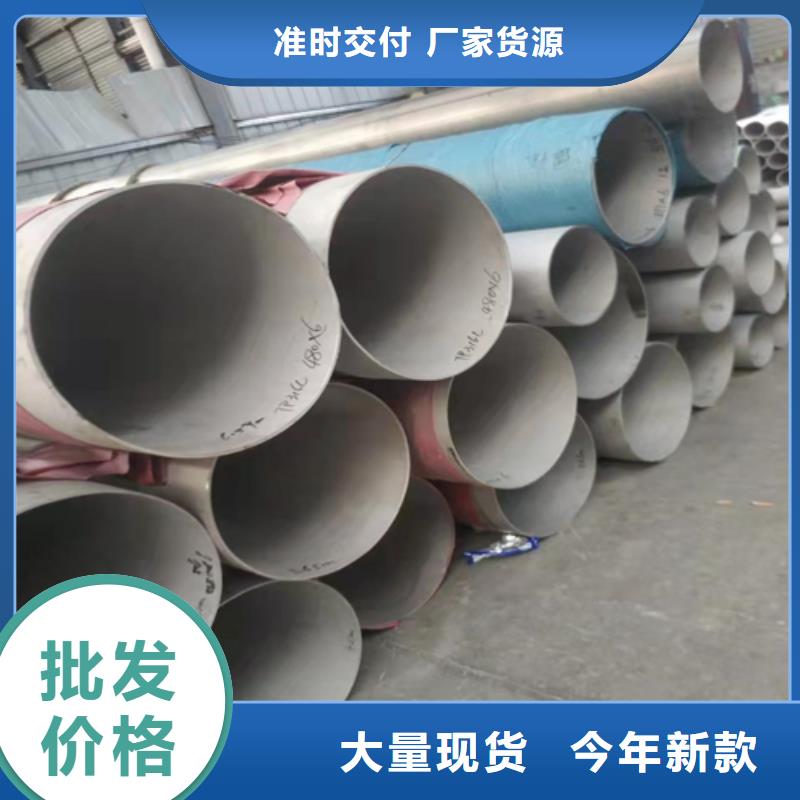
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。


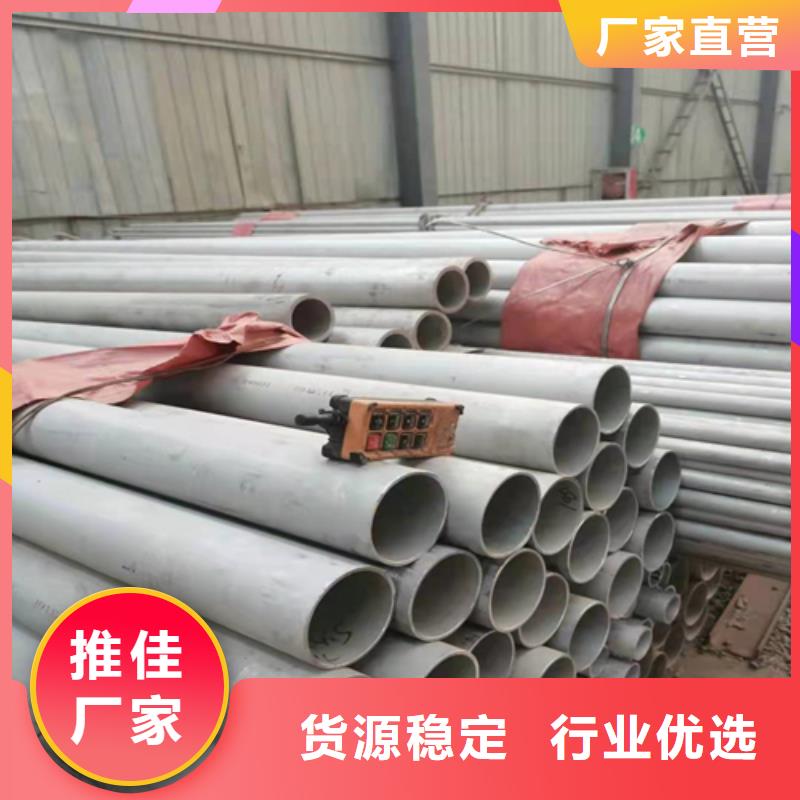
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。



松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,怎样预防不锈钢焊管出现的静电现象?静电(static electricity),是?种处于静?状态的电荷。静电指的是?种附在物体表?,能对周围的其它物体产?影响的电流不平衡现象。很多朋友都受到过不同程度的困扰,尤其在秋冬季节常见,梳头发,穿脱??时产?噼?啪啦的静电声?,?指接触到会感到针刺般刺痛。除了??,不锈钢焊管、不锈钢护栏、不锈钢扶?这些物体也会发?静电吗?是的!按理论来说?常?活中所有物体都会产?静电,不锈钢焊管是?个导体,?体是?个导体,两者触碰摩擦产?静电,带来刺痛感觉。不锈钢怎么去除静电?去除静电很简单,只要将不锈钢管设备外壳和电源接地,与?地连接,释放静电就可以去除静电。不锈钢如何去防静电???管业建议如果您体内积聚静电?较多,在??接触不锈钢管,不锈钢桌?等不锈钢物体前,先??摸?下墙壁或者??甩?下?再去摸不锈钢物品。


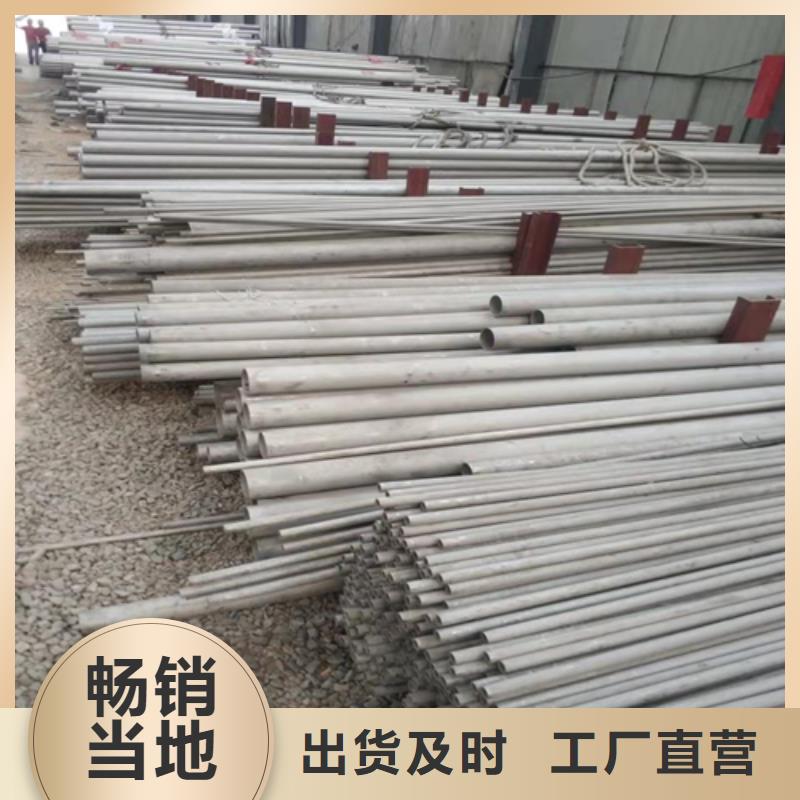
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管



防城港松润金属材料有限公司以“高效”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【大口径40Cr】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!
