



联系我们

12加12复合耐磨板耐热
更新时间:2024-11-08 00:49:48 浏览次数:1 公司名称:天津 鑫铭万通商贸有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5000 |
| 发货期限 | 含运费 |
| 供货总量 | 9000吨 |
| 运费说明 | 3天内 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |



①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。


③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。



双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。


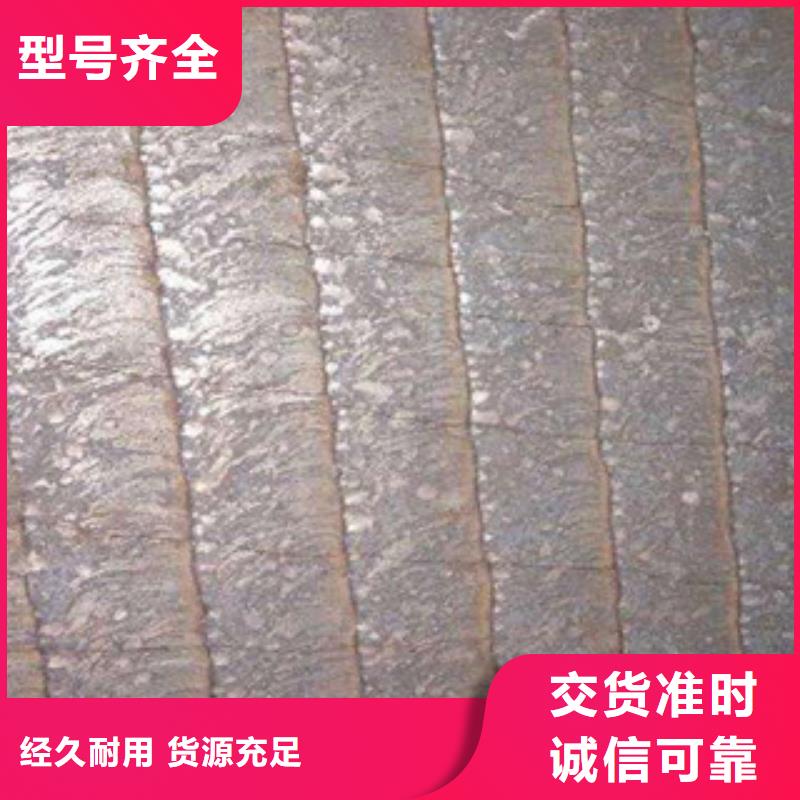
研究表明,堆焊层的裂纹数量越多,越细小,分布越广 ,则堆焊复合耐磨板焊接应力释放的越彻底,母板焊后变形越小,应用中越。
另外,堆焊复合耐磨板若表面没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到技术要求。
但是我公司为了迎合市场需要,生产了高铬合金板与普通基板复合而成的堆焊复合耐磨板,其表面没有裂纹是因为生产工艺不同。天津鑫铭万通焊割机械有限公司高品质零配件,我们追求每一局部、细节的完美,只有高品质,才能铸就高性能整机。我们相,表里如一才是好的产品。


鑫铭万通商贸有限公司始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 四川德阳锅炉管制造商而砥砺奋进!

