
我们的研磨管产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
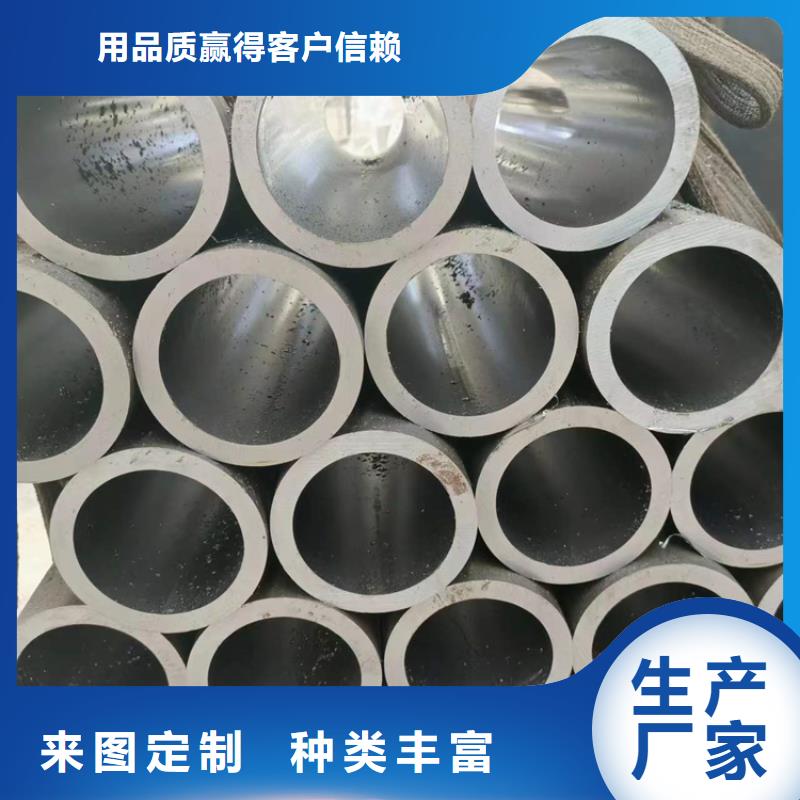
以下是:研磨管的图文介绍


为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



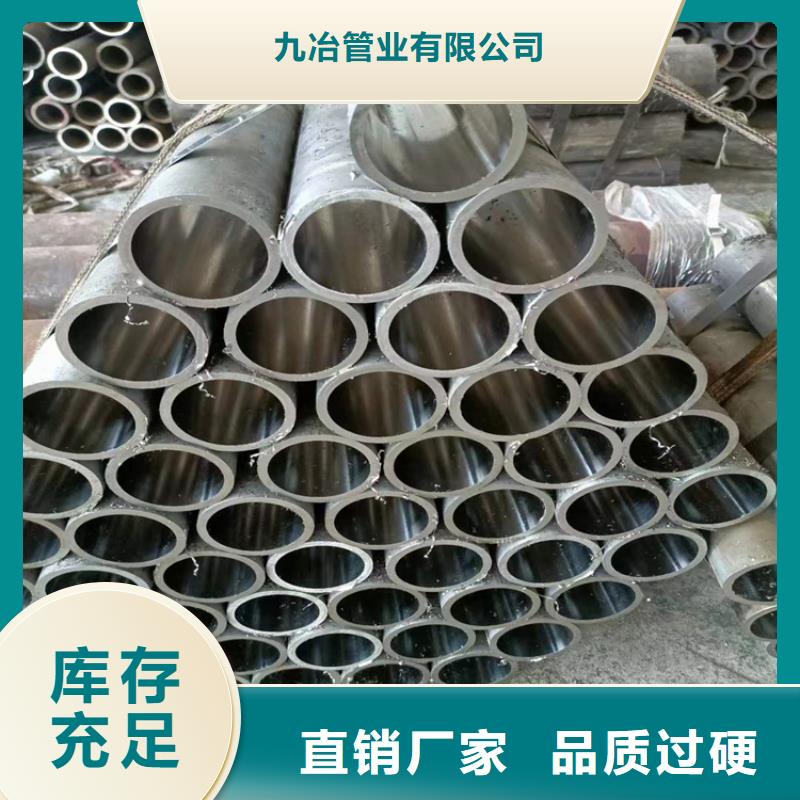
九冶管业有限公司现有员工一百多人,拥有整合各种运输车辆三百余台、仓库、分拨场地四千多平方米,年生产【黑龙江大兴安岭不锈钢缸筒】四万余吨。


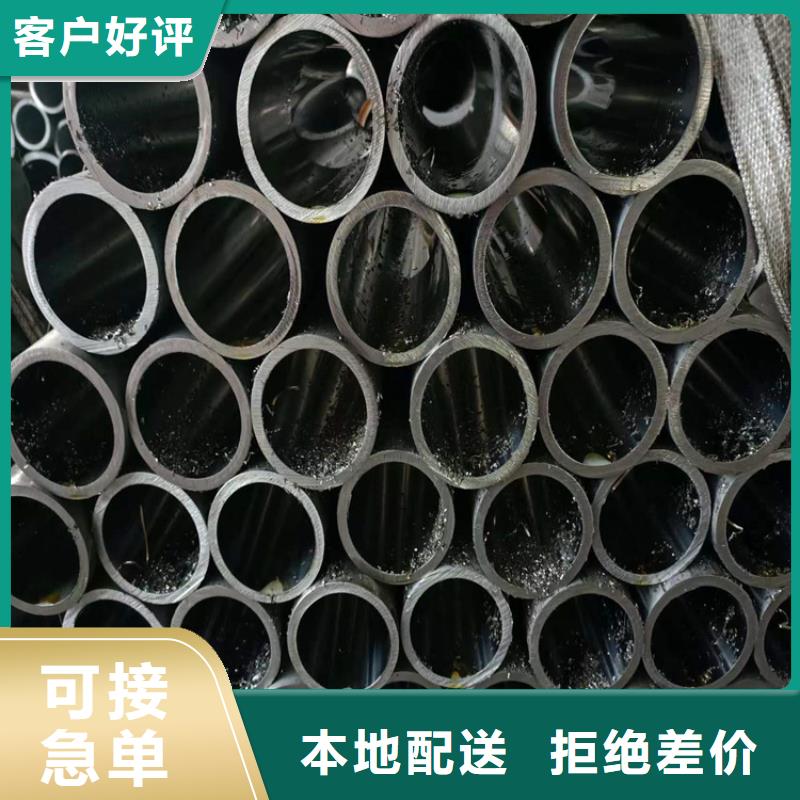
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。



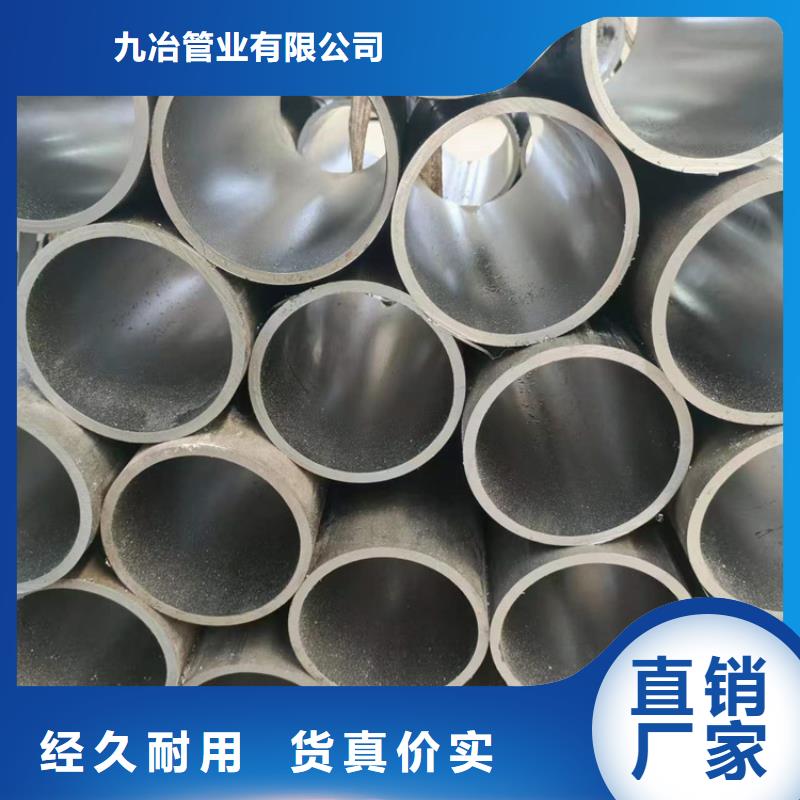
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。