


以下是:景观不锈钢复合管护栏厂家的产品参数景观不锈钢复合管护栏厂家,俊邦金属材料有限责任公司为您提供景观不锈钢复合管护栏厂家的资讯,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园发货到辽宁省 丹东市 元宝区、振兴区、振安区、凤城市。 辽宁省,丹东市 丹东市,原称安东,辽宁省辖地级市,地处辽宁省东南部,东与朝鲜的新义州隔江相望,南临黄海,西接鞍山市,西南与大连市毗邻,北与本溪市接壤,地势由东北向西南逐渐降低,属暖温带湿润季风气候区,总面积15289.6平方千米。截至2022年10月,全市下辖3个市辖区、1个自治县,代管2个县级市。截至2022年底,全市常住人口211.6万人。
我们的景观不锈钢复合管护栏厂家视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
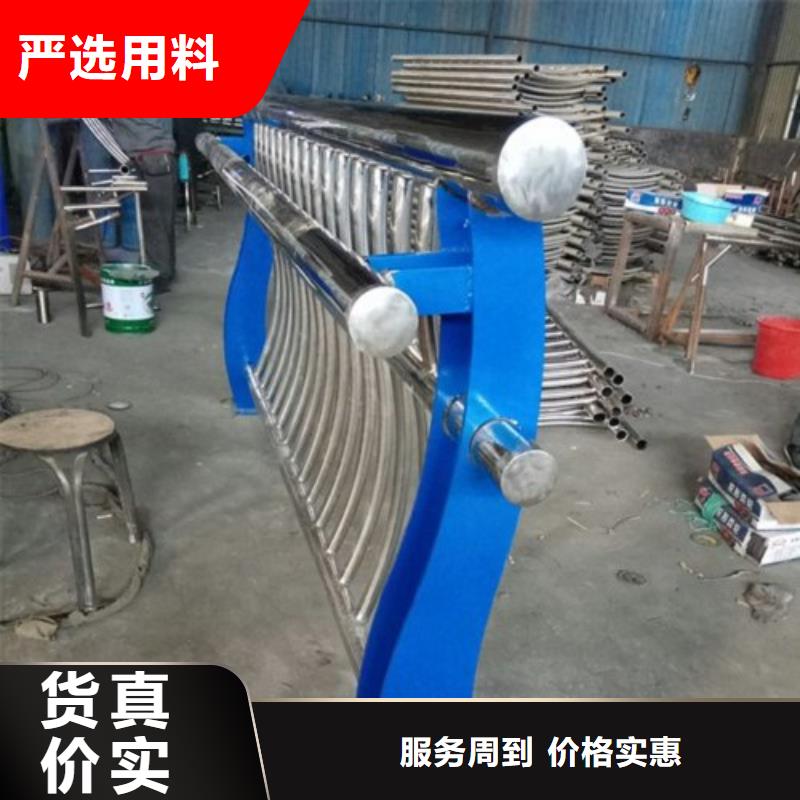
以下是:景观不锈钢复合管护栏厂家的图文介绍
辽宁丹东俊邦金属材料有限责任公司是一家集科研、生产及销售为一体的综合性企业。专业从事各类 道路/河道护栏研发与生产。公司生产设备先进,技术力量雄厚,检测设备齐全。产品销往全国各地并己远销俄罗斯,泰国,越南,伊朗等十几个和地区。受到用户的一致好评。公司本着“以人为本,质量为先,市场在变,诚信不变”的经营理念,以“诚信、合作、发展、创新”为宗旨,走科学创新的道路,不断推出更优的产品,以适应高速发展的建筑行业的需求。
焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
3.10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。
内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
3.6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7 焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
在辽宁省丹东市采买景观不锈钢复合管护栏厂家到俊邦金属材料有限责任公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13406352610,QQ:502309354,地址:《开发区工业园》。







