


为您精心制作的PE燃气管开挖埋地要求产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:PE燃气管开挖埋地要求的图文介绍

滁州PE钢带增强螺旋波纹管
润星电力管材有限公司
滁州PE钢带增强螺旋波纹管的图文介绍
货源直销质量为本

润星电力管材有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 安徽滁州PE钢带增强螺旋波纹管销售网络,具有一定的认知度。
我公司可根据客户要求定制 安徽滁州PE钢带增强螺旋波纹管,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!





产品实拍图
PRODUCT REAL SHOT DISPLAY


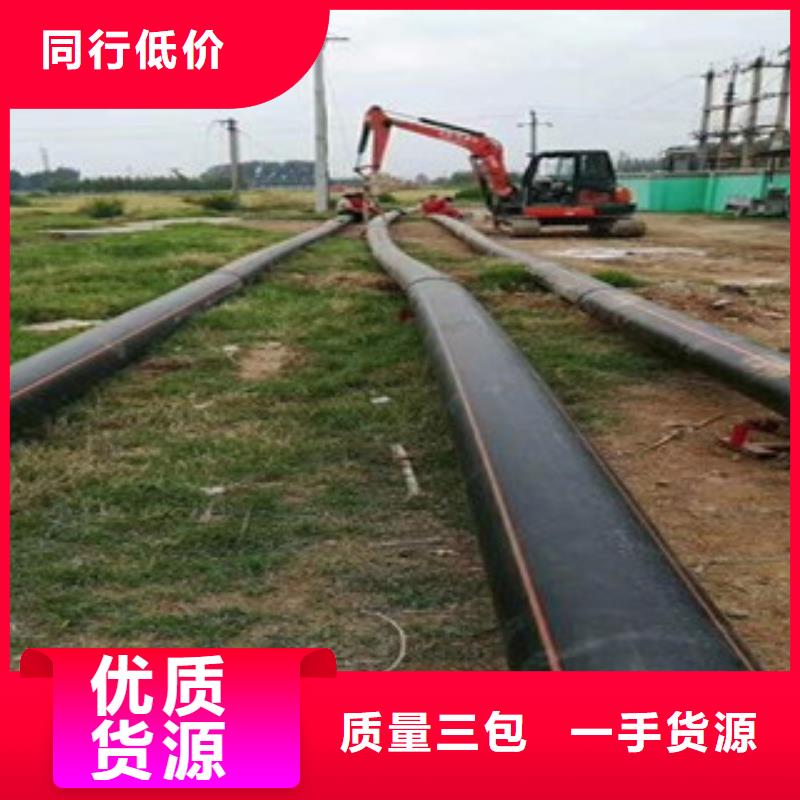
建议相关部门尽快制定颁布相关标准规范,为专业设计和施工提供规范依据。PE燃气管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。我们采用热熔对接连接方式施工,它的主要步骤有九步。材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别。
以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。PE燃气管安装前检验管槽是否达到安装要求,然后查看管道外观有无明显凹陷、裂痕、擦伤、划伤,发现质量隐患及时更换。在PE燃气管道弯头、三通、渐缩接头、消防栓等处均用C20砼设置混凝土支礅,法兰阀门用砖砌支礅加固。PE燃气管与金属管道、阀门、消防栓连接时,必须采用钢塑过渡接头或专门的法兰连接。
在管路隆起部位或上坡地段均应设置排气阀,以减小气、水混压对管道的冲击。管道与排气阀的比例设计为8。由于PE燃气管材本身具有较好的柔韧性和伸缩性,所有管道安装均未考虑伸缩节的安装。PE燃气管管道安装敷设完毕,待隐蔽工程验收后,应立即回填,回填时应符合下列规定。防止槽内积水造成管道漂浮,如有积水,应想办法排尽。对石方、土石混合地段的管槽回填时,应先装运粘土或砂土回填至管顶200-300mm,夯实后再回填其它杂土。PE燃气管回填必须从管两侧同时回填,回填一层夯实一层。PE燃气管道试压前,一般情况下回填土不宜少于500mm。PE燃气管道试压后的大面积回填,宜在管道内充满水的情况下进行,PE燃气管道敷设后不宜长时间处于空管状态。
以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。PE燃气管安装前检验管槽是否达到安装要求,然后查看管道外观有无明显凹陷、裂痕、擦伤、划伤,发现质量隐患及时更换。在PE燃气管道弯头、三通、渐缩接头、消防栓等处均用C20砼设置混凝土支礅,法兰阀门用砖砌支礅加固。PE燃气管与金属管道、阀门、消防栓连接时,必须采用钢塑过渡接头或专门的法兰连接。
在管路隆起部位或上坡地段均应设置排气阀,以减小气、水混压对管道的冲击。管道与排气阀的比例设计为8。由于PE燃气管材本身具有较好的柔韧性和伸缩性,所有管道安装均未考虑伸缩节的安装。PE燃气管管道安装敷设完毕,待隐蔽工程验收后,应立即回填,回填时应符合下列规定。防止槽内积水造成管道漂浮,如有积水,应想办法排尽。对石方、土石混合地段的管槽回填时,应先装运粘土或砂土回填至管顶200-300mm,夯实后再回填其它杂土。PE燃气管回填必须从管两侧同时回填,回填一层夯实一层。PE燃气管道试压前,一般情况下回填土不宜少于500mm。PE燃气管道试压后的大面积回填,宜在管道内充满水的情况下进行,PE燃气管道敷设后不宜长时间处于空管状态。




