

我们的保亭县精密钢管Gcr15实体厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:保亭县精密钢管Gcr15实体厂家的图文介绍


GB/T 3091-2001),以及换热器用焊接钢管(YB4103-2000)焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。以上是钢管的各种用途及分类。我国无缝钢管发展历史:在新中国成立的时候,我们 还不能生产无缝钢管产品。鞍钢无缝钢管厂在1953年成功轧出了我国 根无缝钢管,从此也结束我国不能生产无缝钢管的历史。从那以后产量逐年增长,到了2004年,全国无缝钢管产量达到908万吨,其中不锈无缝钢管为20万吨,成为世界无缝钢管生产大国。自2003年开始,我国已由净进口国变为净出口国。2003年,无缝钢管进口量为47万吨,出口量为56万吨;2004年,进口量为69万吨,出口量为75万吨,



广顺物资 有限公司所有 安徽保亭县汽车半轴管产品从原材料采购、生产过程 到包装、运输和售后服务等环节都有完善的管理体系,实行的优质服务。


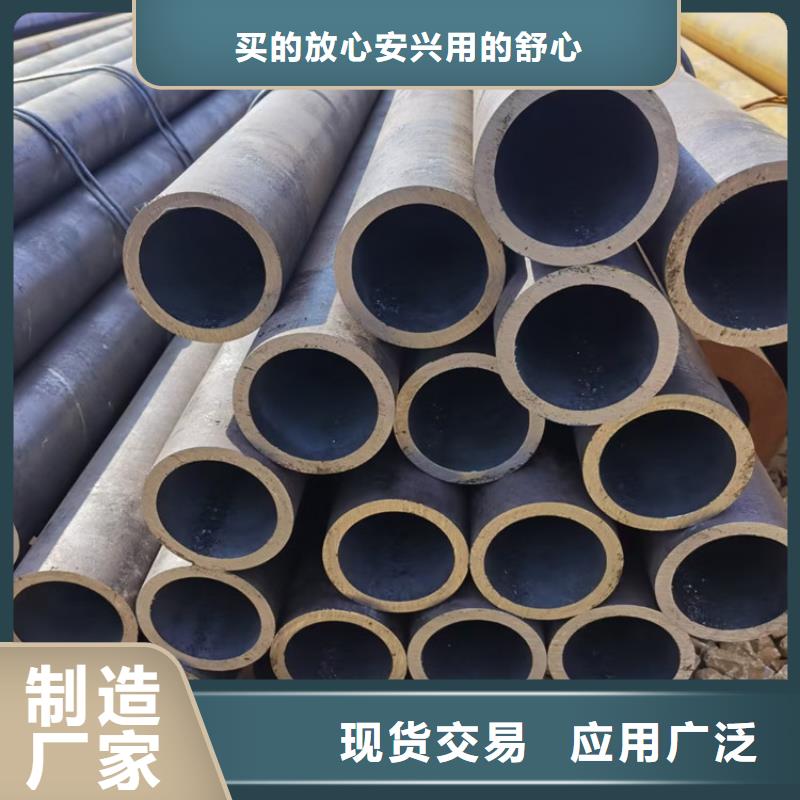
影响开裂的原因有:(1)加工硬化加工硬化的影响钢管在冷拔时产生大量塑性变形,引起明显的晶格畸变,从而使晶格能量提高,金属内能增加,导致金属内部应力不均匀,产生残余内应力。这样便使金属硬度增加,韧性下降。金属硬度越高,冷拔时残余内应力越大,加工硬化现象越明显。当残余应力达到一定数值时,金属就会沿某一列晶粒界面撕裂,形成钢管的开裂(2)氢脆现象氢脆现象的影响在用酸液除氧化皮的过程中,硫酸和铁发生反应析出氢气。氢以原子或离子的形式渗入钢中,形成固溶体。氢对钢力学性能的影响典型表现在氢脆现象上。冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般无缝钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。



影响无缝钢管屈服强度的内在因素有:结合键、组织、结构、原子本性。如将金属的屈服强度与陶瓷、高分子材料比较可看出结合键的影响是根本性的。
将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。
使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。
焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。
龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。
提高钢管尺寸精度。钢管扩径机:应力。
检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
能够检测出纵向、横向缺陷及热影响区分层缺陷。线超声波检测设备:对全焊缝进行线超声波无损检
将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。
使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。
焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。
龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。
提高钢管尺寸精度。钢管扩径机:应力。
检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
能够检测出纵向、横向缺陷及热影响区分层缺陷。线超声波检测设备:对全焊缝进行线超声波无损检
