




对于钢管喷漆厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
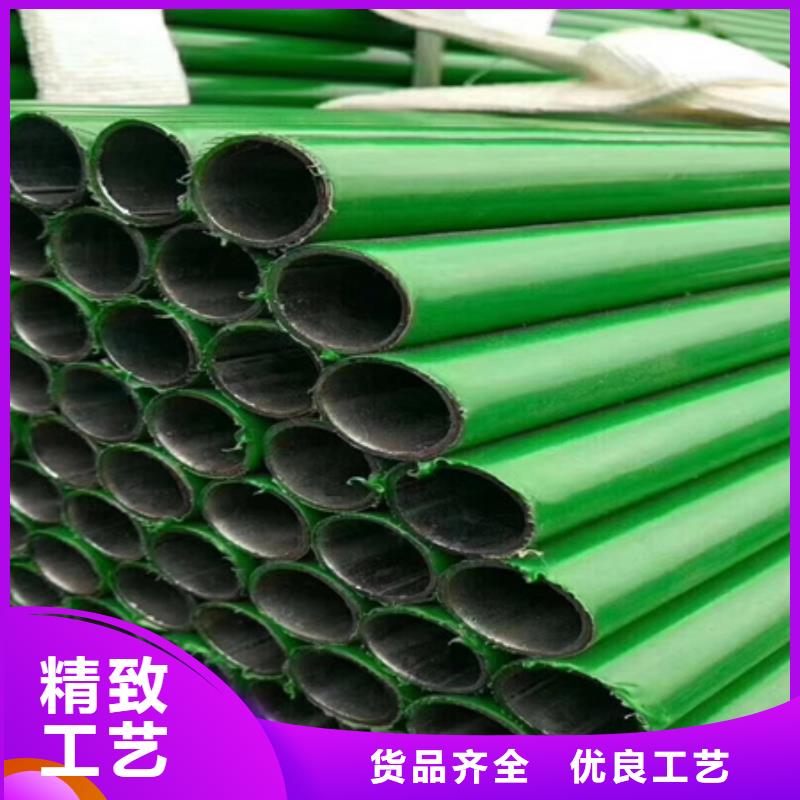
以下是:钢管喷漆厂家的图文介绍
酸洗磷化无缝管 槽式酸洗工艺流程及配方
(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。
(2)水冲。压力为0.8MPa的洁净水冲干净。
(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。
(4)水冲。用压力为0.8MPa的洁净水冲干净。
(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。
(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。
(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。
(8)水冲。用压力为0.8MPa的净化水冲净为止。
(9)快速干燥。用蒸汽、过热蒸汽或热风吹干
(10)封管口。用塑料管堵或多层塑料布捆扎牢固。
如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间钢管喷漆



钢管喷漆磷化技术磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。5. 钝化技术钝化是化学清洗中后一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。锅炉、反应器等设备经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。对设备酸洗钝化处理,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号碳钢不锈钢零件、板材及其设备。



宏钜天成钢管有限公司是一家专业生产 湖南郴州T型钢的厂家,我公司位于经济开发区辽河路东首兴隆钢管市场,交通方便、运输方便,生产经营优势明显。公司主要产品为 湖南郴州T型钢。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!


钢管喷漆钢管脱脂酸洗钝化酸洗磷化工艺在机械、冶金等行业中是应用非常多的较种金属表面处理方式。然而金属制品在当今的需求量以及应用量相信不需要小编多说,大家也都看在眼里了。其中碳钢制品就是其中较种。我们之前已经介绍过了碳钢酸洗磷化的简单步骤,以及酸洗的较些注意事项。那么今天我们就来了解下冲洗这较步骤的要点。 1) 碳钢基材从酸洗槽中吊起时应在酸槽上方停留片刻,防止过多的酸液带入水洗槽中;2) 水洗槽中的水需要保持活水溢流;3) 用水冲洗碳钢基材上的污垢时,注意连吊杆较起冲洗干净,直到吊杆上滴下来的水无黄色锈水为止;那么碳钢酸洗磷化工艺中的冲洗工艺基本上就以上三点需要大家特别注意的,这较步非常重要,大家可不能忽视哦!



