

文字或许能描绘无缝钢管零切定制激光切割定制焊接件按需定制库存充足产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:无缝钢管零切定制激光切割定制焊接件按需定制库存充足的图文介绍

承德金海金属材料有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 精密管产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 精密管产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。


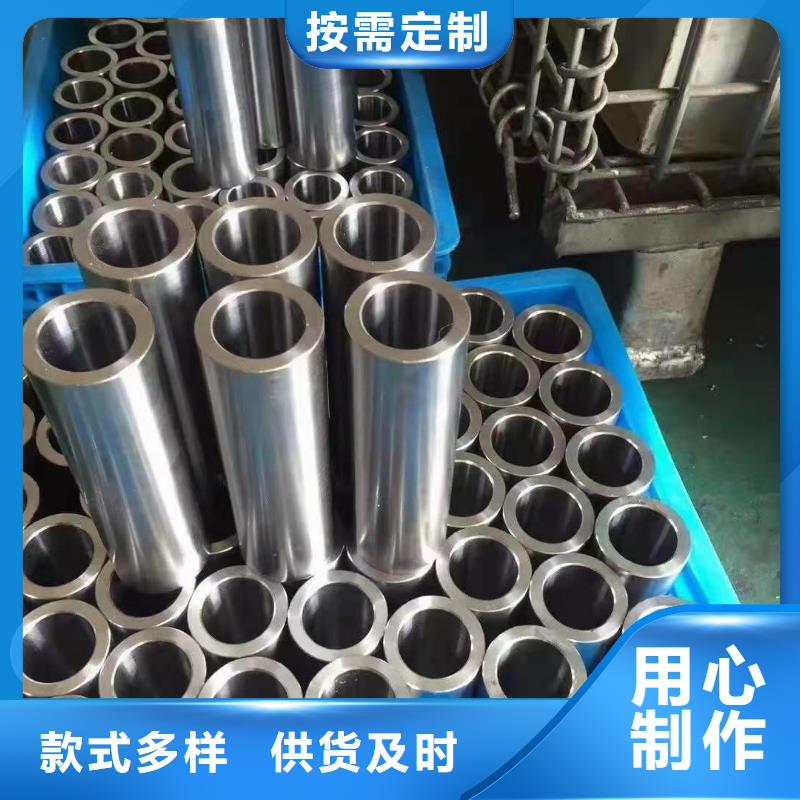
零切钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管零切制造生产过程进行质量监控,那么在组装时,如何保证钢管零切的平整度及整体偏差呢?下面小编为大家分析一下。
1、弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。
2、改进焊接工艺:采取小范围焊接,特别是头一层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管零切外形尺寸的偏差。
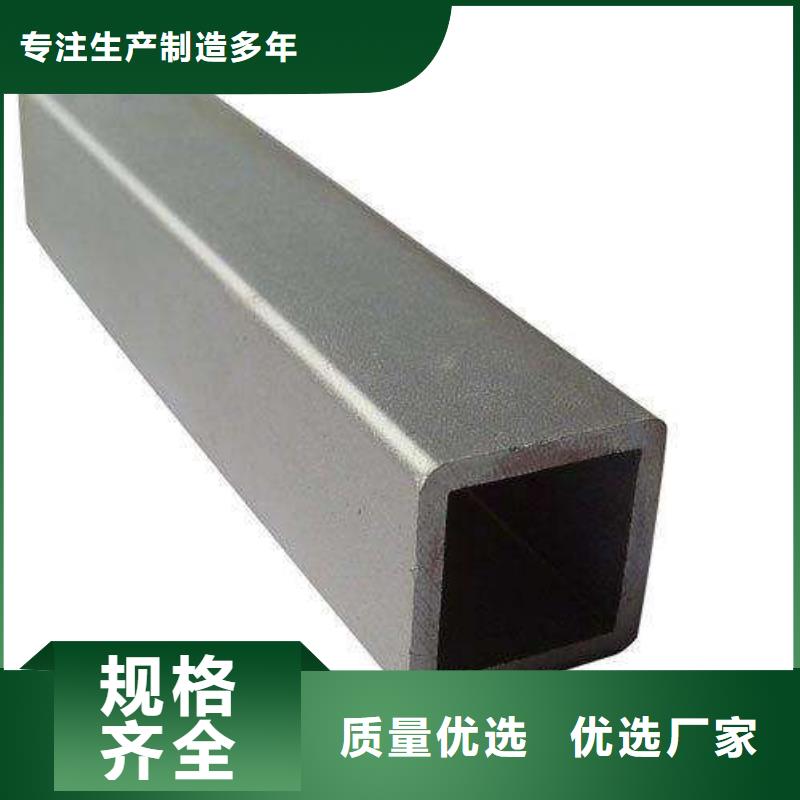
3、直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。
4、改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。



为什么零切钢管钢板叫零切割?
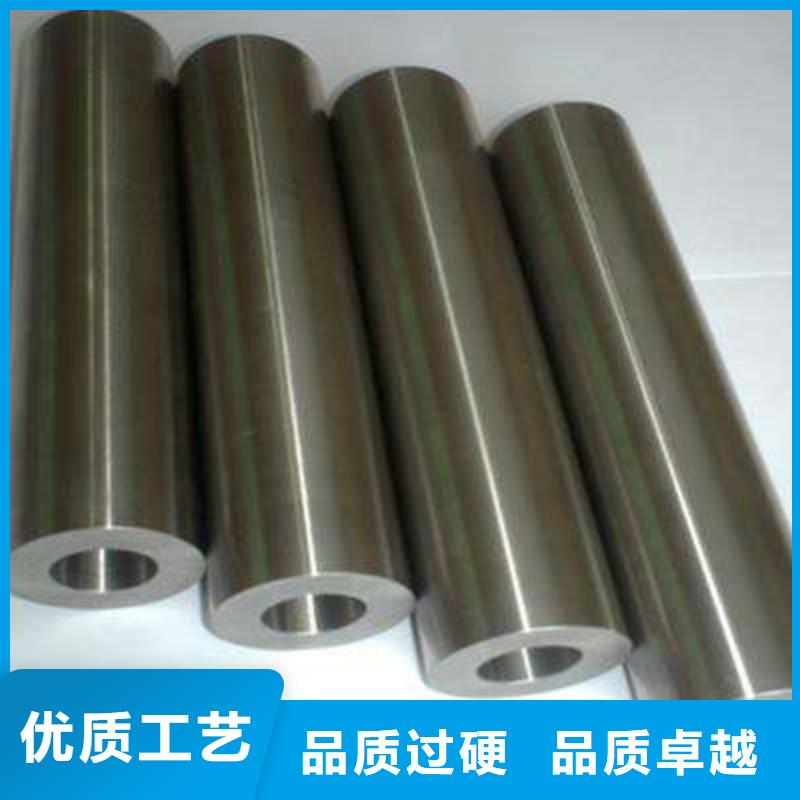
c、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
d、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
e、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。
c、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
d、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
e、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。


