

为了让您更全面地了解我们的250*250方管现货产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
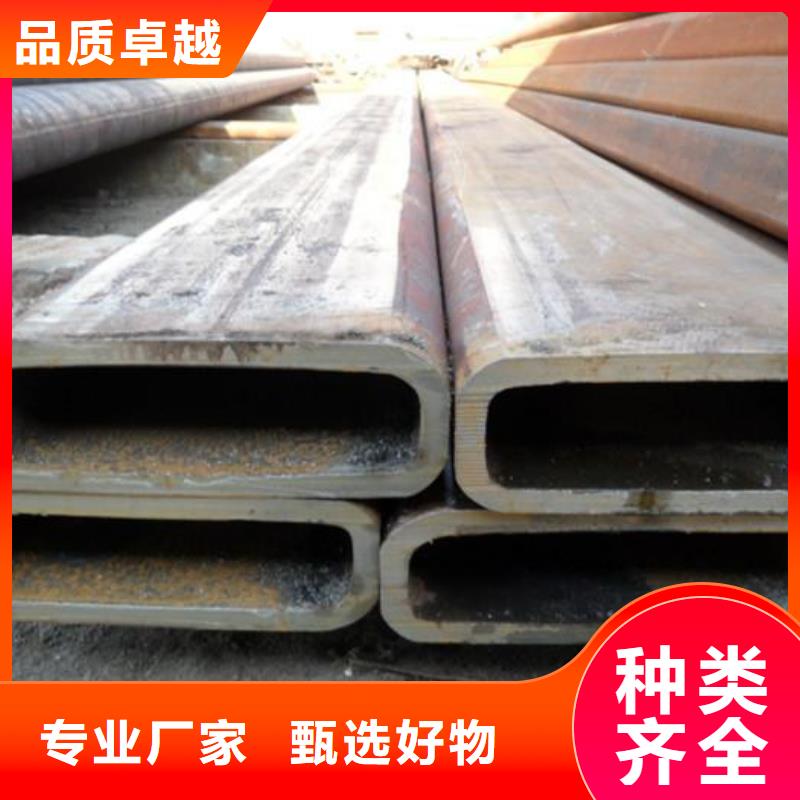
以下是:250*250方管现货的图文介绍

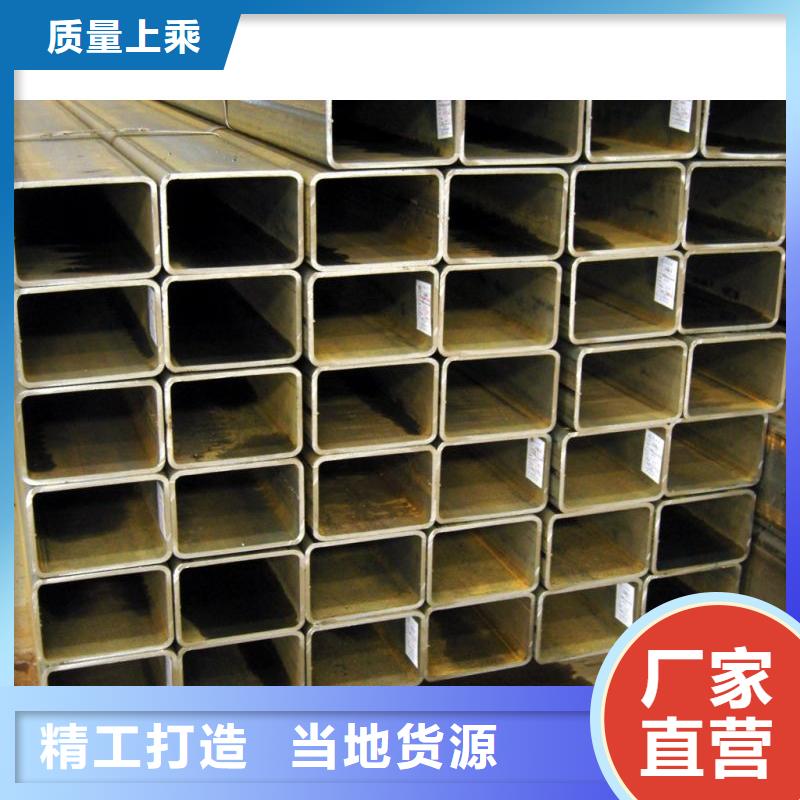
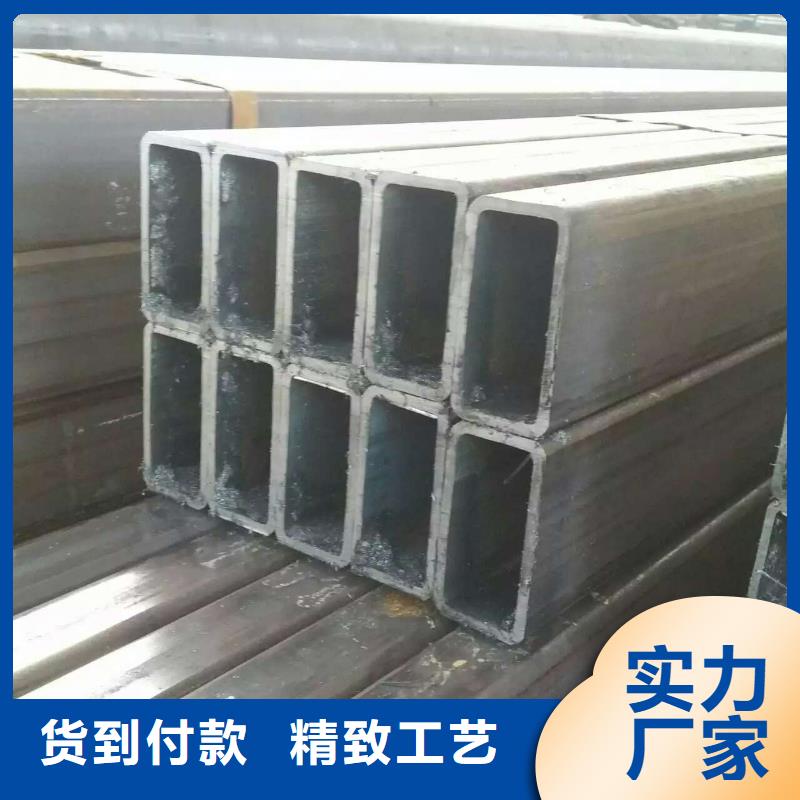
方管屈服点的计算公式|无缝方管的屈服点怎么计算?无缝方管的屈服点怎么计算?具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。方管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 方管下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。 屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(); So--试样原始横截面积,mm2。方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平。“思路决定出路、人品铸就产品”。“正气、、创新、合作”的顺世泽人将坚持“人品文化、精品铸造”的发展理念,锐意进取、勇于创新、善于合作,大力实施“跨越提升、人才科技、走出去”三个战略,推进企业自身的科技化、规模化和国际化进程,顺世泽愿与广大客户携手共创和谐未来!


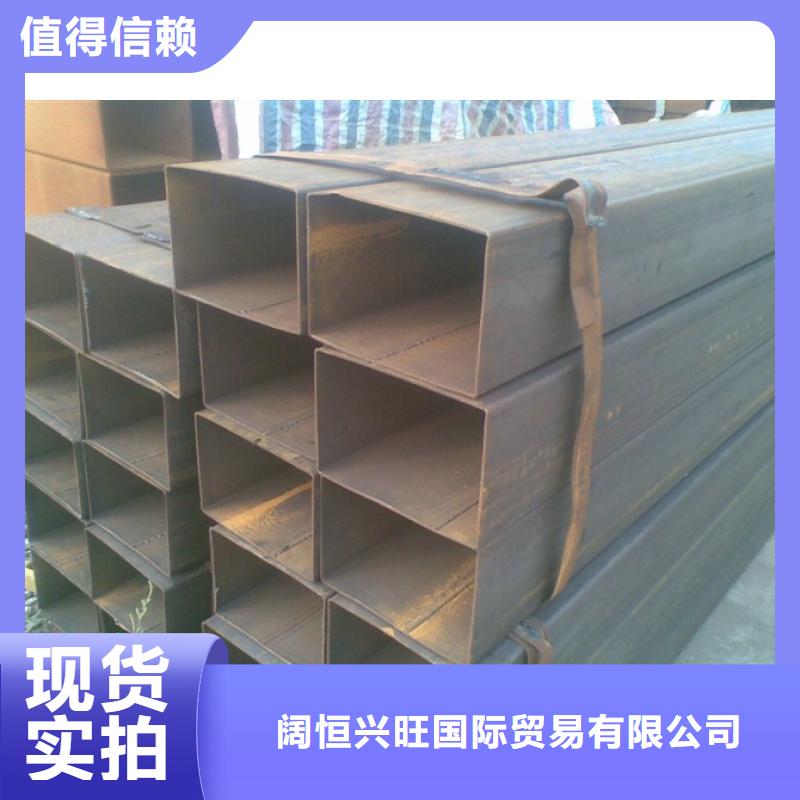
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。焊管工艺流程:原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。特点直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。另有。



朝阳阔恒兴旺国际贸易有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 紫铜排产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 紫铜排产品。

今天就由内孔去毛刺机厂家为大家来说说内孔去毛刺有哪些好的方法,解决您的烦恼。毛刺是指去除工件表面极细小的显金属颗粒,这些颗粒被称为毛刺。它们是在切割、磨削、铣削及其他类似的切屑加工过程中形成的。毛刺这个小东西虽然不大,但却是直接影响到产品的品质。所以最近几年随着各行业对毛刺去除的重视,去毛刺的方法也层出不穷。 为提高质量和使用寿命,有必要去除所有金属精密件上的毛刺。工件表面、锐角和棱边必须达到极高的金属洁净度,必要时还应适用于非电镀和电镀金属。除毛刺的传统工艺为机械工艺,如磨削、抛光及其他具有不同自动化程度的工艺。被处理工件的质量经常得不到保证; 生产成本和人员费用非常高。使用去毛刺磁力研磨机除毛刺工艺,将工件放入有研磨材料的桶中研磨3-15分钟。就能去除精密零件所有的细小毛刺,使工件表面光滑平整,棱角圆滑,为用户带来前所未有的高质量。而且不会影响产品的精密度。用去毛刺磁力研磨机进行除毛 刺不仅环保而且能节约大量的生产和人员费用。利格宏去毛刺机适合的材质(不锈钢,锌铝合金,铜,钛等有色金属)机加工,车削件,冲压,压铸,焊接等都可以。 假如你的工件是铁件,不适合磁力研磨机抛光,我们还可以给你提供磨粒流去毛刺机,磨粒流毛刺机可以对模具内孔抛光达到镜面效果,这种设备适合内孔复杂件去毛刺抛光。

