



更新时间:2024-11-08 11:06:17 浏览次数:2 公司名称:聊城 鑫方达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 供货总量 | 货源充足 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 鑫方达 |
| 材质 | 不锈钢复合管/碳素钢 |
| 是否可定制 | 可定制 |
| 发货期限 | 电议 |
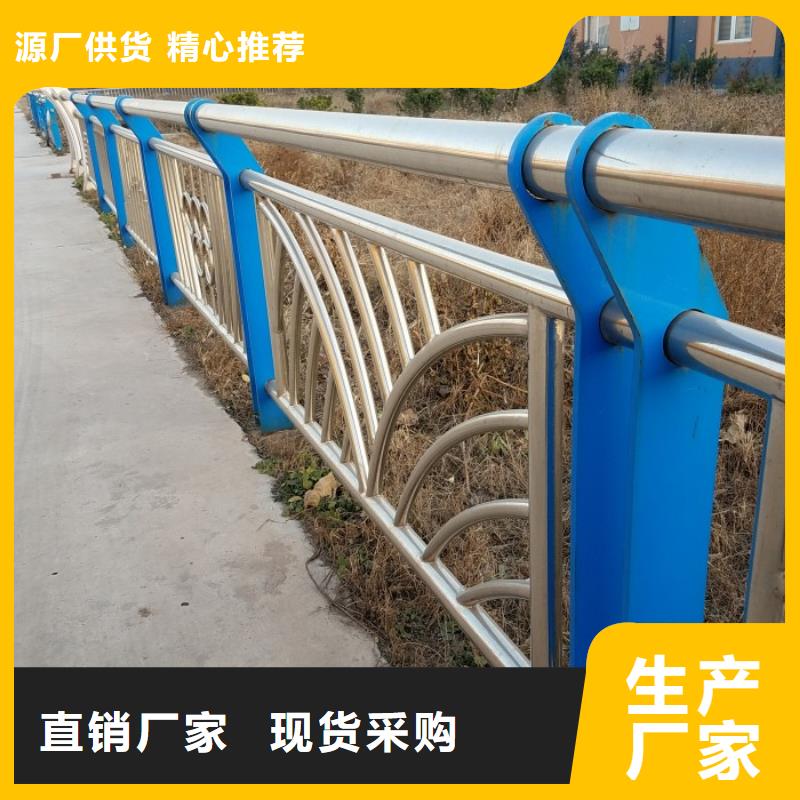





不锈钢复合管护栏 桥梁护栏精细尺寸施站来咨询不锈钢复合管桥梁护栏,那么今天小编就来讲解下不锈钢复合管桥梁护栏。施工方法、检验标准及质量控制措施(1)钻孔1)桩机选型根据桩径设计图及地质条件,桩机采用GPS15型。
2)测量放样根据设计图纸提供的桩 ,测量放样,确定桩位…钻机钻井所需的沉淀池和供水池应设置在钻机排水口的同一侧,与钻机的距离可根据地形确定。两池总容积一般为钻后排渣总量的1.2~2.0倍。以上就是小编为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。


鑫方达金属制品有限公司 生产出的各类 辽宁昌江县灯箱护栏系列产品,产品包括: 辽宁昌江县灯箱护栏等。公司秉承“服务大众,不断创新,合作共赢”的经营理念。坚持 “服务di yi,顾客至上;质量di yi,环保至上”的经营理念和您共同发展。鑫方达金属制品有限公司始终将诚信作为公司核心的经营理念,诚信也同样铸就了公司的现在和未来。多年来,我司注重把企业诚信文化建设与企业发展管理相结合,建立健全公司诚信体系。因此,莫艺的每一份产品都承载着企业对您的责任,用真诚创造效益。



不锈钢复合管护栏桥梁护栏知识不锈钢耐热性能耐热性能是指高温下不锈钢仍能保持其优良的物理机械性能。碳的影响:碳在奥氏体不锈钢中是强烈形成并稳。定奥氏体且扩大奥氏体区的元素。碳形成奥氏体的能力约为镍的30倍,碳是一种间隙元素,通过固溶强化可显著奥氏体不锈钢的强度。
但是,在奥氏体不锈钢中,碳常常被视为有害元素,这主要是由于在不锈钢的耐蚀用途中的一些条件下(比如焊接或经450~850℃加热),碳可与钢中的铬形成高铬的Cr23C6型碳化合物从而导致局部铬的贫化,使钢的耐蚀性是耐晶间腐蚀性能下降。
60年代以来新发展的铬镍奥氏体不锈钢大都是碳含量小于0.03%或0.02%超低碳型的,可以知道随着碳含量降低,钢的晶间腐蚀性降低,当碳含量低于0.02%才具有明显的效果,一些实验还指出,碳还会增大铬奥氏体不锈钢的点腐蚀分倾向。
碳还可奥氏体不锈钢在高浓氯化物(如42%MgCl2沸腾溶液)中的耐应力耐腐蚀的性能。因此。由于碳的有害作用,不仅在奥氏体不锈钢冶炼过程中应按要求控制尽量低的碳含量,而且在随后的热、冷加工和热处理等过程中也在防止不锈钢表面增碳,避免铬的碳化物析出。
不锈钢耐腐蚀性当钢中铬量原子数量不低于12.5%时,可使钢的电极电位发生突变,由负电位升到正的电极电位。阻止电化学腐蚀。阳不锈钢桥梁护栏6月份原材料购进价格指数较上月上涨0.9个百分点,至50.5%,结束了前两月连续位于50%荣枯线以下的状态,表明原料价格在低位有所回升。


不锈钢复合管在以后的使用以及市场中的应用会更加地广阔的,各种的功能也是会有更多地变化的,因此的话不锈钢复合管的前景广阔,企业要出来质量,更加好的市场效应!不锈钢复合管护栏主要应用在应用于桥梁护栏、道路护栏、工厂围栏、庭院围栏等。
它兼备不锈钢管的美观不生锈及碳钢管的硬度好价格低的优点,正广泛应用于各个领域。在生活中起着比较好的的防护作用。下面我们来简单了解一下不锈钢复合管护栏的生产工艺。1.初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,不锈钢钢管得到初步整圆。2.名义内径阶段:扇形块过去段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的废品管内圆周位置。3.弹复补偿阶段:扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
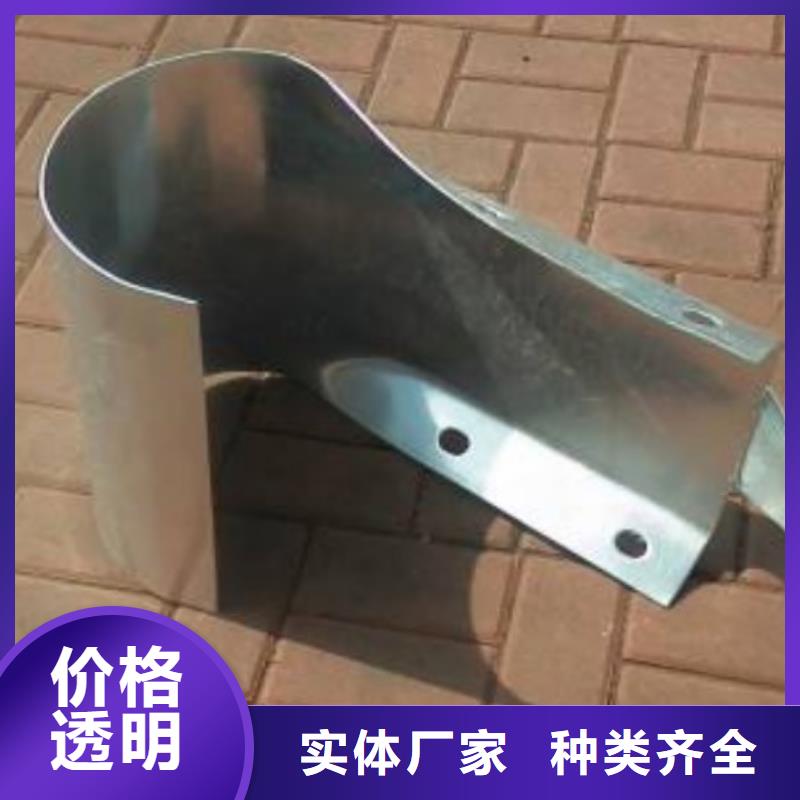
鑫方达不锈钢复合管护栏防撞护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起折出,使金属脆化。


