


别再纠结于文字描述了,观看视频,让乐东县紫铜片免费咨询产品为你展现真实魅力!
以下是:乐东县紫铜片免费咨询的图文介绍

止水铜片 紫铜止水的防水效果主要由材料执行标准的达标情况、华尔网同城设计的止水铜片形状以及安装施工三个方面决定,华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。那么又该满足怎样的标准才能保证紫铜止水的防水效果呢?
首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、华尔网同城四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、华尔网同城二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。
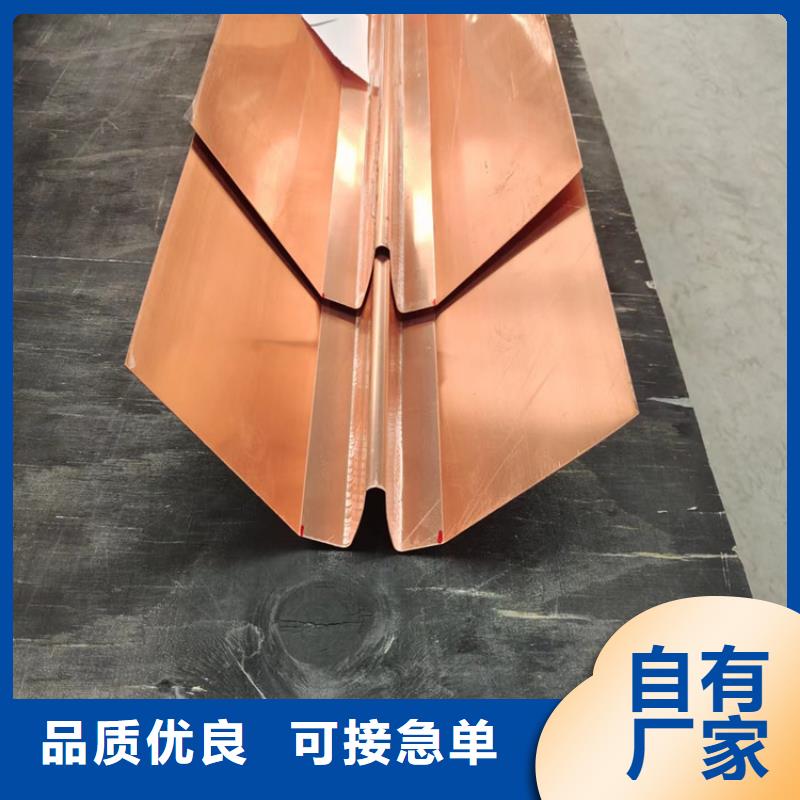
其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。
第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、华尔网同城下料以及振捣。 紫铜止水焊接件要求无孔洞、华尔网同城斑点、华尔网同城砂眼、华尔网同城裂纹,且表面应光滑,无渗水、华尔网同城漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。


根据 标准要求,紫铜止水的规格包括T2、华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。华尔网T2R、华尔网T2M、华尔网T2-Y2、华尔网T2M、华尔网T3-Y2、华尔网T3M、华尔网T2-Y3 、华尔网软态、华尔网半硬紫铜止水。其中T代表同的含量,M和Y2代表铜状态,M态说明为软态,M态的抗拉强度>205MPa,延伸率为30%;Y2态为半硬态,Y2的抗拉强度>245MPa,延伸率>8%。在具体的工程施工中,需根据具体的要求选择不同抗拉强度及延伸率的材料。铜片止水规格除了对抗拉强度以及延伸率作出要求之前,对各止水铜片生产厂家生产的铜止水片厚度以及宽度也有一定的要求。目前我们执行GB2059-2008的标准,铜止水厚度为0.5-14mm;宽度:200-1000,长度可根据工程需要生产符合要求的止水铜片。止水铜片具有耐腐蚀能力强,强度高等特点,但价格昂贵,施工中容易破坏,现场接头焊接工艺复杂。在水利工程或者大坝防水中,要求强度高、华尔网抗水压力、华尔网抗绕渗能力强时都铜止水带。由于铜的物理特性,须小心搬运以免损坏。备注:从2018年6月下旬开始,执行 标准,根据GB/T 2059-2017版铜及铜合金带材要求,H01四分之一硬态抗拉强度达到215~295MPa,延伸率需达到25%;而软化退火态O6O抗拉强度需大于等于195MPa,延伸率在30%以上铜止水接头的产生,是由生产场地大小、华尔网运输便利以及安装条件多方面的原因导致的。就理想状态而言, 是所有紫铜止水自然连接在一起,而不需要焊接(焊接在一定程度上增加工作量,且质量达标也是一个重点),但这也会给安装带来不便。且大型水工项目的止水材料不仅仅包含了铜片止水,同样还会采用橡胶止水以及一些填料。



华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片 、华尔网起焊时由于刚开始焊,止水铜板焊件温度较低或接近环境温度。
为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的 要距离熔池表面3~5mm,自始至终保持熔池的大小、华尔网形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
第二、华尔网焊接过程中焊嘴和焊丝的运动为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊条应作均匀协调的摆动。
焊嘴和焊条的运动包括三种动作:
a.沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。
b.焊嘴沿焊缝作横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。
c.焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。



金鸿耀工程材料有限公司主要生产 湖南乐东县铜片止水等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


