


想要深入了解Q345D钢板耐磨板400厂家产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
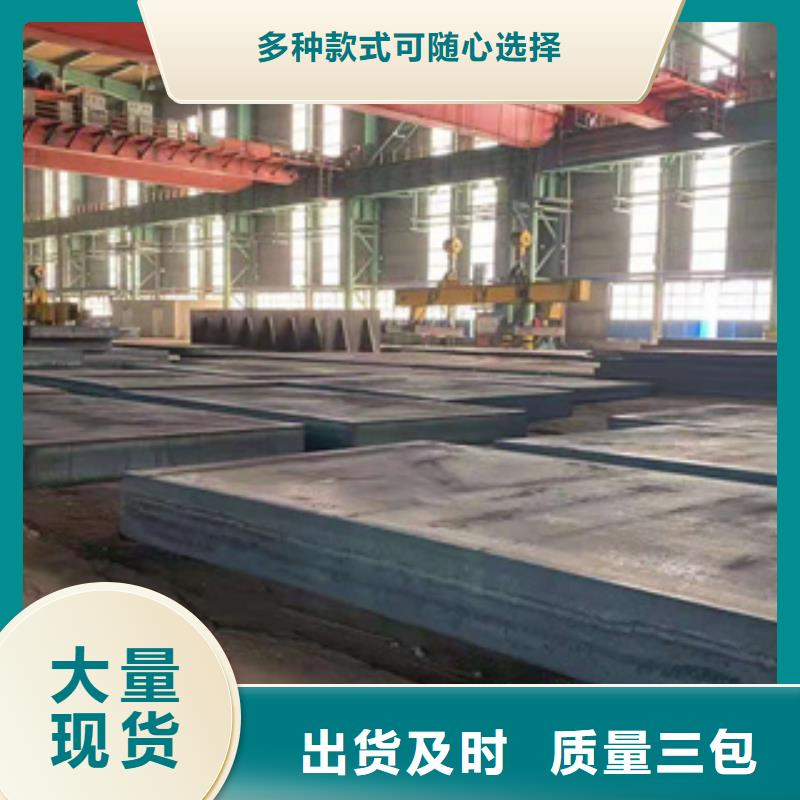
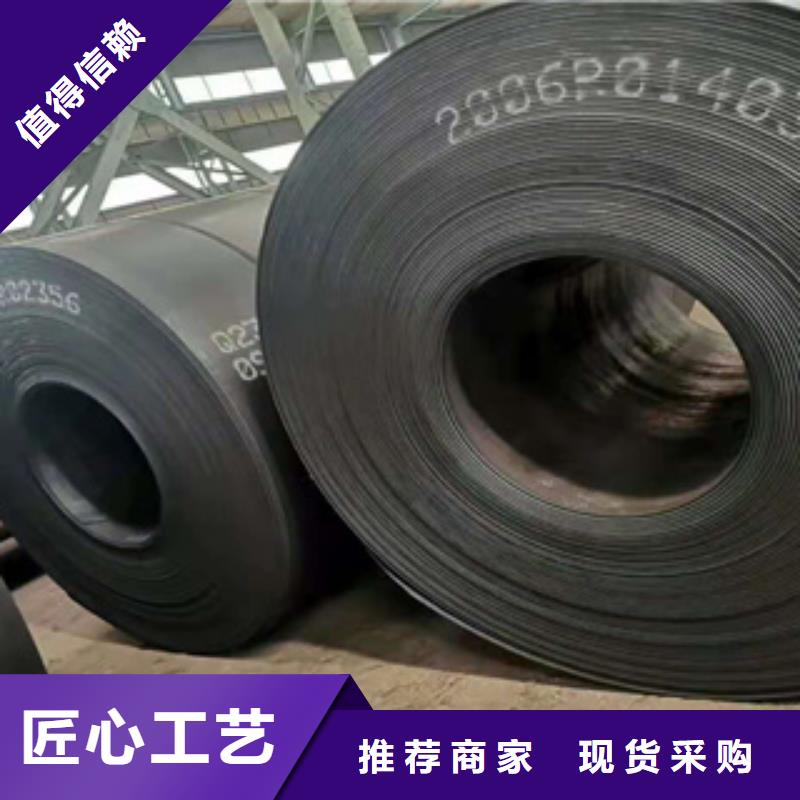
以下是:Q345D钢板耐磨板400厂家的图文介绍

鑫邦源特钢有限公司技术力量雄厚,设备先进, 西藏昌都合金钢管生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为西藏昌都创税大户。 企业衷心感谢各界朋友对我方 西藏昌都合金钢管产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 西藏昌都合金钢管产品、良好的信誉、贴心的服务”奉献给用户,造福社会。


根据现场焊接位置对应于被焊工件的板厚选择所使用的耐磨衬板,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的耐磨衬板牌 。焊接工艺性能包括电弧性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。 复合耐磨板在我们的生活和工作中无处不在,并发挥着的作用。复合耐磨板是我们生活中不可缺少的物品。但是一些人对其并不是很了解,下面鑫州就为大家介绍一下复合耐磨板的存放方法,让消费者减轻不必要的损失。产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。 产品应置于通风、干燥及酸、碱、油介质隔离的地方存放。产品在运输中应避免摔撞和受潮,以免影响复合耐磨板的质量。拆去包装后,建议在耐磨板上方施加适当的防尘遮盖物。对于超过保存期的复合耐磨板,建议在焊前进行表面清理。 预热是防止耐磨衬板焊后堆焊层出现裂纹有效的措施,辊子堆焊前必须进行预热,预热目的是堆焊层金属的冷却速度,防止堆焊焊缝区附近的裂纹产生,另外预热可以堆焊层液态金属的结晶偏析,增加结晶的间隔时间,以热应力的产生,避免堆焊层金属产生结晶裂纹。



从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。

