

我们精心制作的p22高压合金管多少钱一吨产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:p22高压合金管多少钱一吨的图文介绍

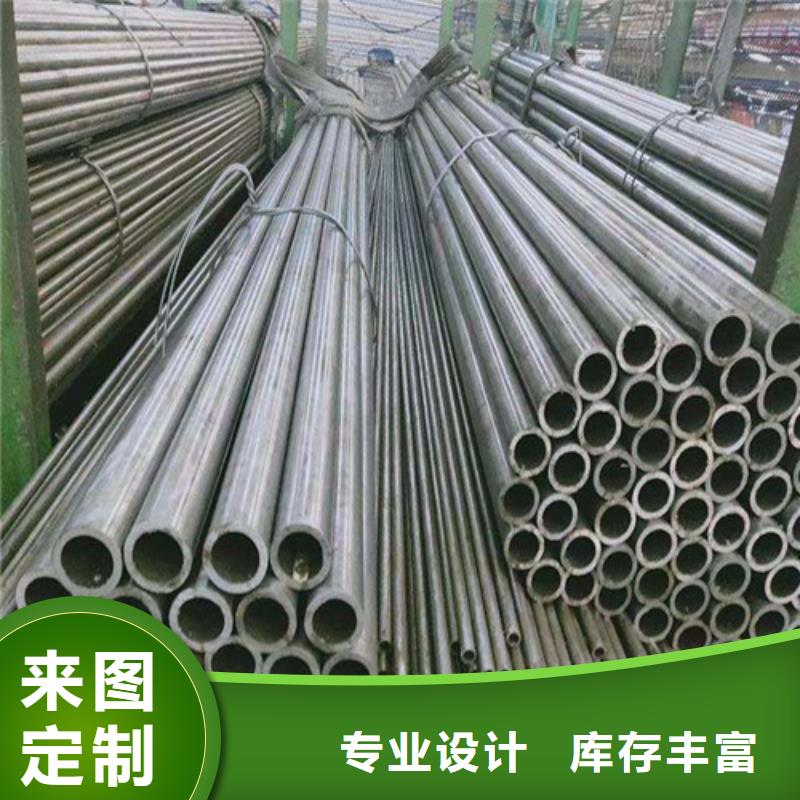
高压合金管开始应用到油井中不是 两天了,大家都知道油井对钢管的要求比较高,不仅要耐腐蚀,还要密封性好。我们高压合金管就很符合这种要求,自从高压合金管投入到油井中使用以来,几乎没有出现过高压合金管故障。并且随着高压合金管自身质量和生产技术的提高,高压合金管进一步在油井需要中站稳地位。那么高压合金管为什么这么受油井青睐呢?
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。

常德合金钢管


由于框架的水平,克服了变形的推力降低,尤其是在高压合金管厚度、材料高强度的情况下,容易出现推力不足的现象,钢带形成速度波动。太多的防腐涂层在冲屁股瘦锚线粗糙度。同时锚线太深,防腐涂料的过程中很容易形成泡沫,严重影响防腐涂层的性能。粗糙度太小会导致涂层的附着力和耐冲击强度下降。
内部点蚀严重,不仅影响磨料的较大的颗粒强度高、也必须擦亮了小颗粒腐蚀产品,以达到清洁的效果,同时,合理的配比设计不仅可以减缓高压合金管和喷嘴的磨损(叶片),利用磨料可极大地高。热膨胀的牛奶制成的厚壁高压合金管,扩张和拉伸挤压成型后再加热,规格 的D720X40(径厚比由于热膨胀成型,除了有残余应力在冷却的过程中,没有比冷变形和残余应力路径厚。但由于热膨胀的温度、速度、不均匀的壁厚公差正负25。
内部点蚀严重,不仅影响磨料的较大的颗粒强度高、也必须擦亮了小颗粒腐蚀产品,以达到清洁的效果,同时,合理的配比设计不仅可以减缓高压合金管和喷嘴的磨损(叶片),利用磨料可极大地高。热膨胀的牛奶制成的厚壁高压合金管,扩张和拉伸挤压成型后再加热,规格 的D720X40(径厚比由于热膨胀成型,除了有残余应力在冷却的过程中,没有比冷变形和残余应力路径厚。但由于热膨胀的温度、速度、不均匀的壁厚公差正负25。



鑫邦源特钢有限公司是专业的 湖南常德合金钢管生产厂家,公司位于经济开发区钢管城2排5号。我厂实力雄厚、秉承“诚信服务,至上”的原则,以质量di yi,用户至上的原则赢得了广大客户的信任。我厂专注于打造 湖南常德合金钢管的领先品牌的宗旨,多年来虚心听取多方意见,严把产品质量关。请您及时给我们指正,真诚期待您的宝贵意见。



