


从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。




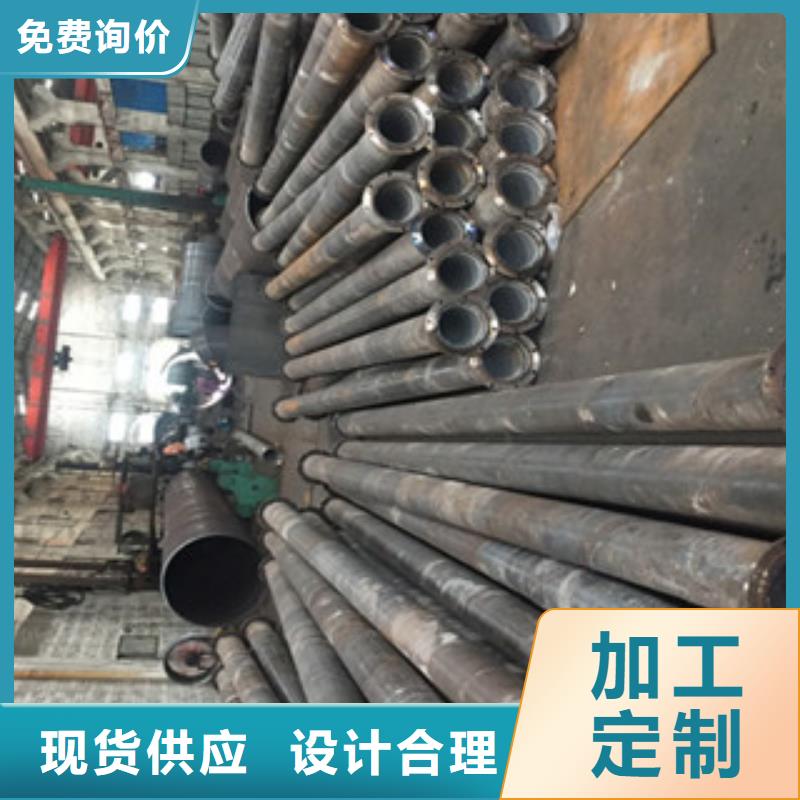
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。
对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,必须有遮挡冷空气进入的外部挡板。


根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷小,螺旋缝介于二者之间。静压 强度:经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。



南恩物资有限公司是以 湖南常德槽钢制造,施工服务于一体的科技型供应商,是湖南常德规模较大 湖南常德槽钢生产基地之一。公司位于九龙坡区恒胜钢材市场,地理位置优越,交通运输十分便捷,公司产业园占地50亩,竭诚为您提供优质的 湖南常德槽钢产品和服务。


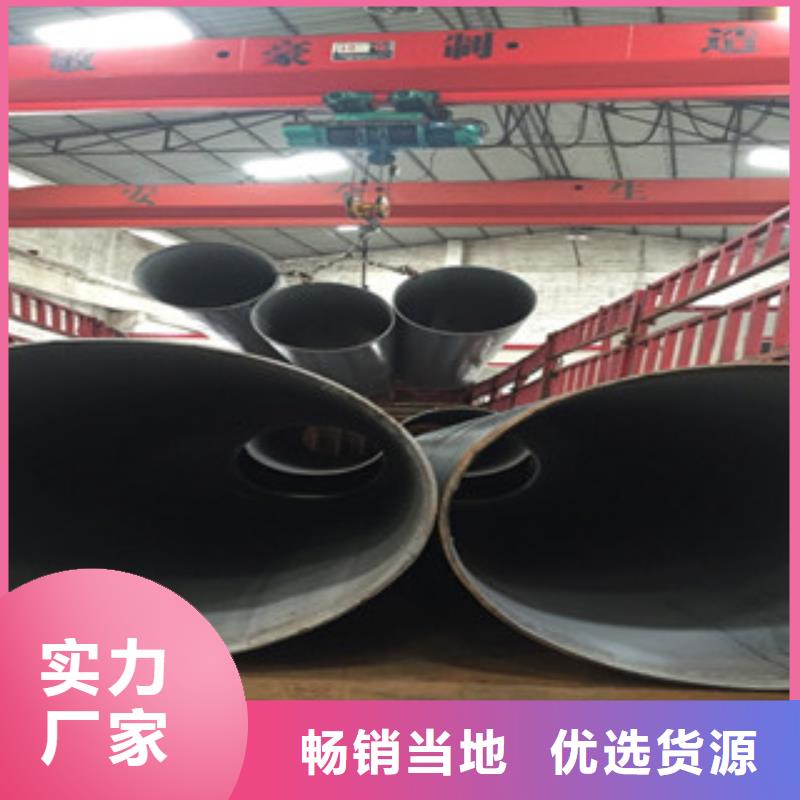
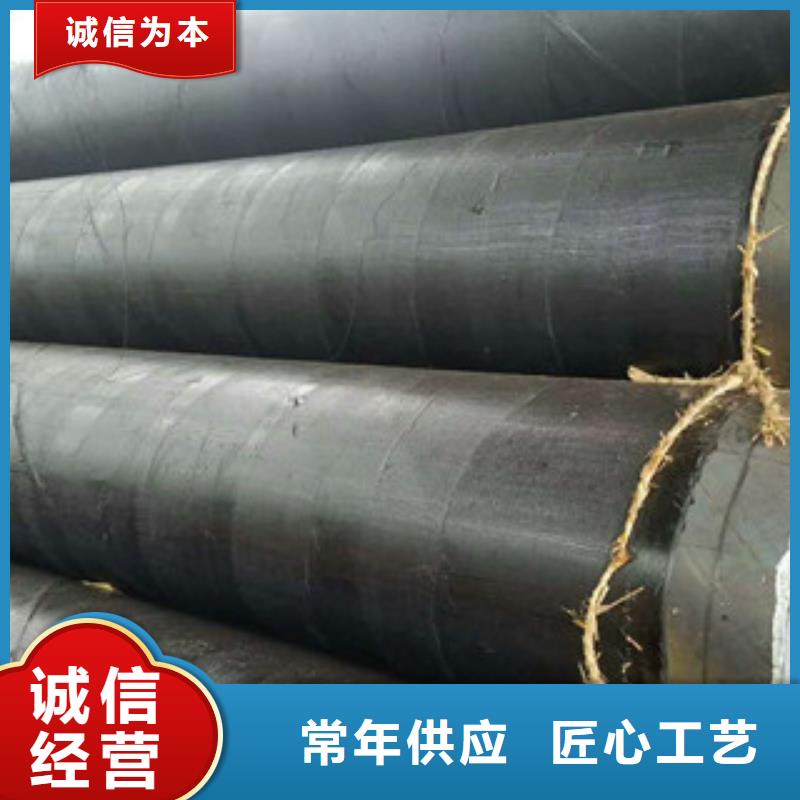
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
执行标准:
依据API SPEC 5L管线钢管规范、GB/T9711-2011、AWWA C200、ASTM A252、ASTM A53、DIN1626、SY/T5037石油天然气输送管道标准生产和检验
适用范围:
石油天然气工业 化学工业 电力工业 可燃性流体和非可燃性流体输送管道用和建设结构用 给排水工程 城市建设等。
螺旋钢管产品说明:螺旋钢管生产工艺:是一带钢卷为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋焊接钢管。螺旋钢管的特点:直缝钢管生产工艺简单,生产效率高,成本低等。螺旋钢管的强度一般比直缝钢管高,能用较窄的材料生产管径较大的螺旋钢管,还可以用同样宽度的带钢生产不同管径的螺旋钢管。
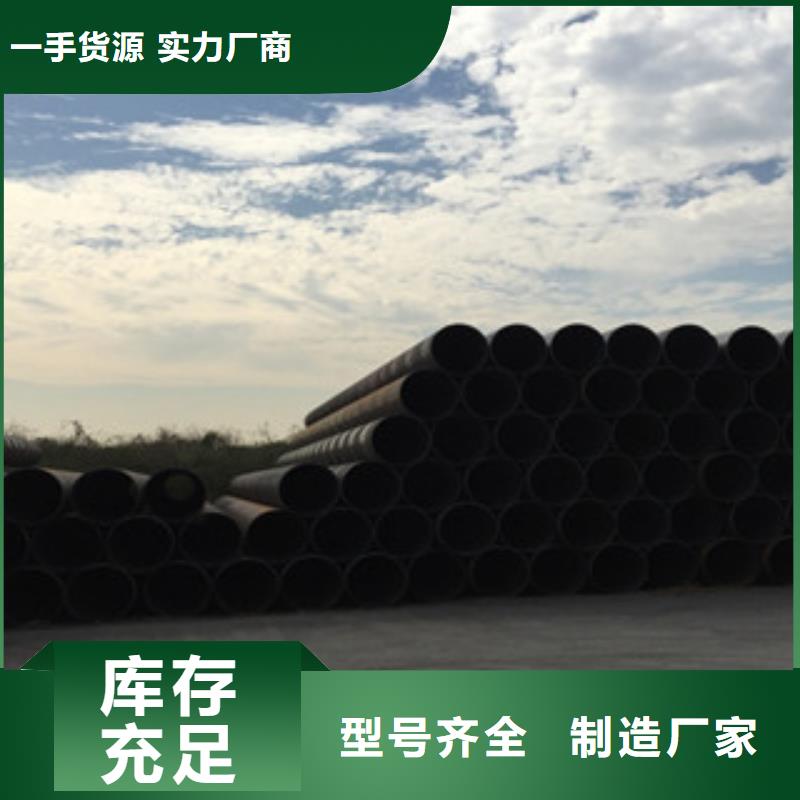
很多的人对于螺旋钢管的堆放都是一知半解,其实螺旋钢管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀,下面螺旋焊管生产厂家专业人 员为您简单介绍四点螺旋焊管的堆放注意事项,希望对您有所帮助。
1、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形,禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品。
2、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m。
3、露天堆放应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈。
4、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形。


