
我们为您准备了630*18给水螺旋钢管量大优惠产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
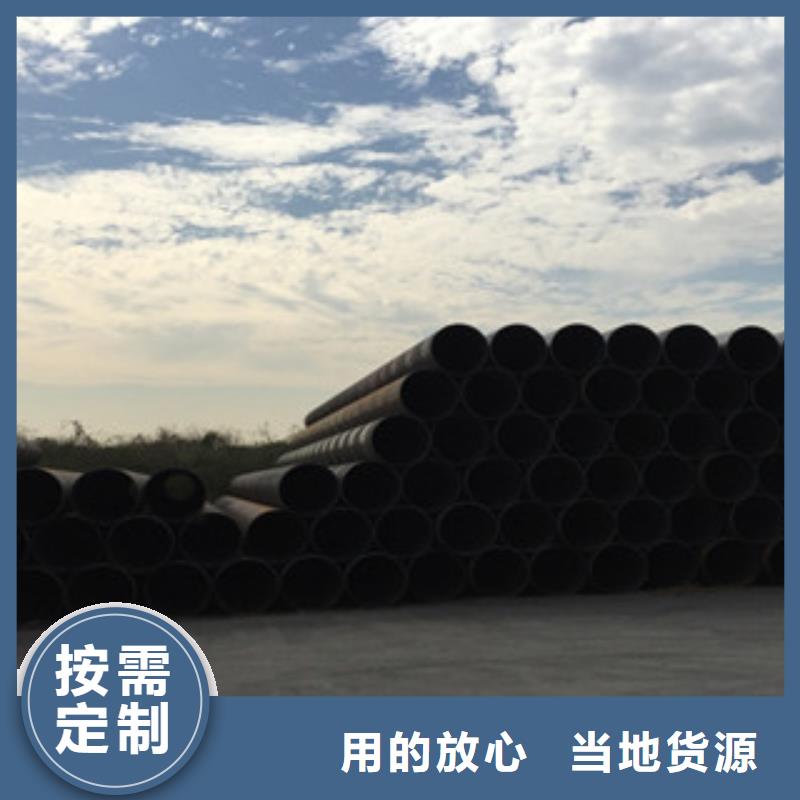
以下是:630*18给水螺旋钢管量大优惠的图文介绍
本公司坐落于九龙坡区恒胜钢材市场,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 四川成都槽钢,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


执行标准编辑
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)






重庆南恩物资有限公司
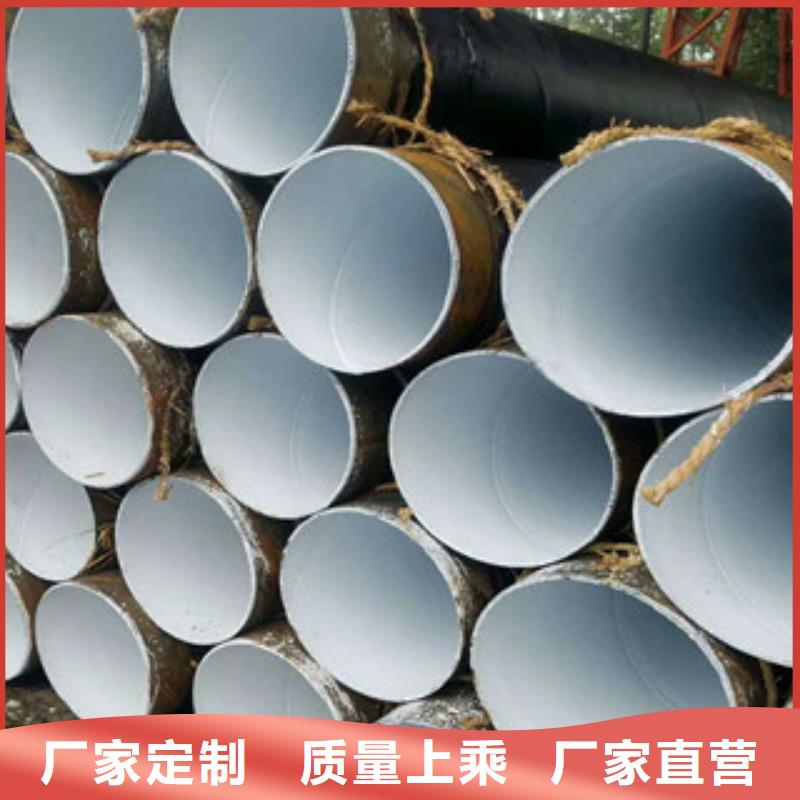
防腐螺旋钢管的公称直径:
防腐螺旋钢管的直径可分为外径、内径、公称直径。管材为防腐螺旋钢管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为108的防腐螺旋钢管,壁厚为5MM,用D108*5表示,塑料管也用外径表示,如De63,其他如钢筋混凝土管、铸铁管、镀锌管等采用DN表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。
管子的公称直径和其内径、外径都不相等,例如:公称直径为100MM的螺旋钢管邮102*5、108*5等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108*5-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。
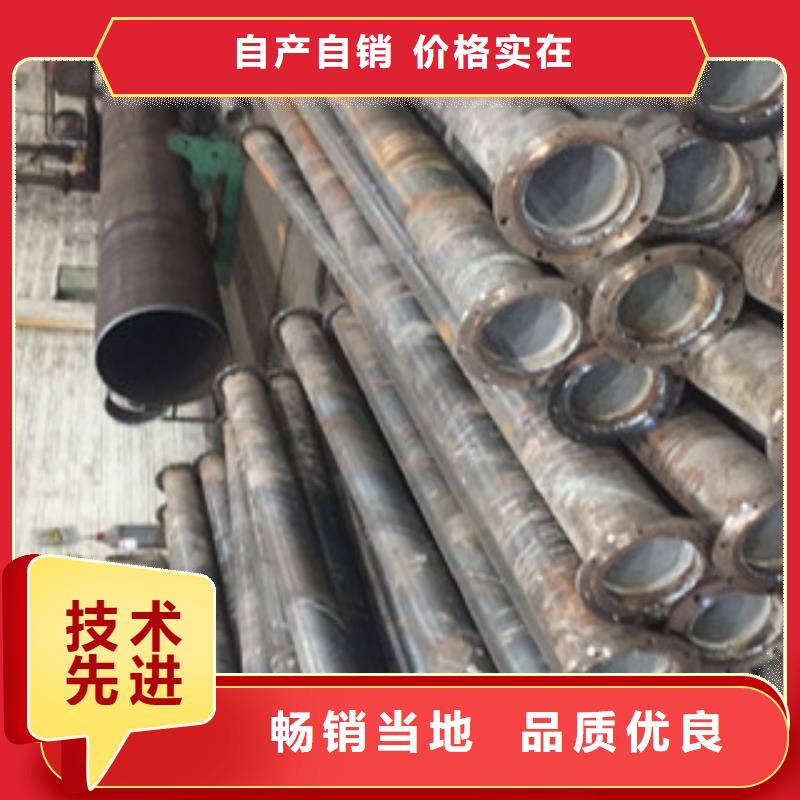
防腐螺旋钢管的硬度指标:
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于防腐螺旋钢管来说一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB 用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。
B、洛氏硬度(HK) 洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头(金钢厂圆锥体或钢球)压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。
C、维氏硬度(HV) 维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。 维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为 式中:HV--维氏硬度符号,N/mm2(MPa); F--试验力,N; d--压痕两对角线的算术平均值,mm。 维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六级,可测硬<P>度值范围为5~1000HV。
“现在距离2020年完成脱贫攻坚目标任务只有两年时间,正是吃劲的时候,必须坚持不懈做好工作,不获全胜、决不收兵。”在参加代表团审议时,习近平总书记对打赢脱贫攻坚战提出一系列明确要求。
——要咬定目标不放松。
“既不能脱离实际、拔高标准、吊高胃口,也不能虚假脱贫、降低标准、影响成色。”
“真正的考验是到2020年,不能敲锣打鼓宣布脱贫了,结果这边是哭爹喊娘、一片埋怨声,情何以堪啊。要经得住历史检验!”



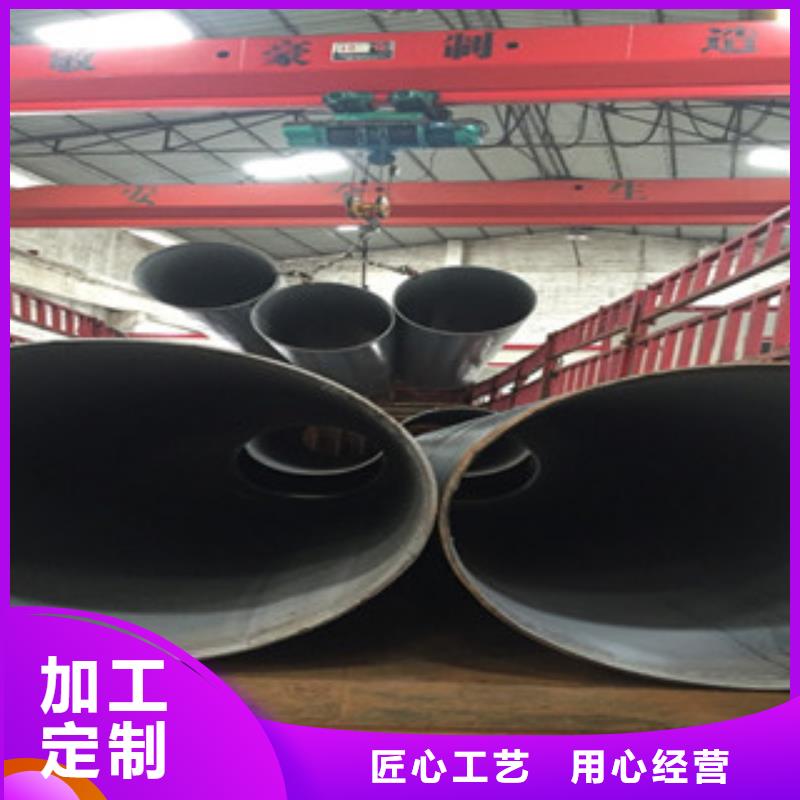
焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
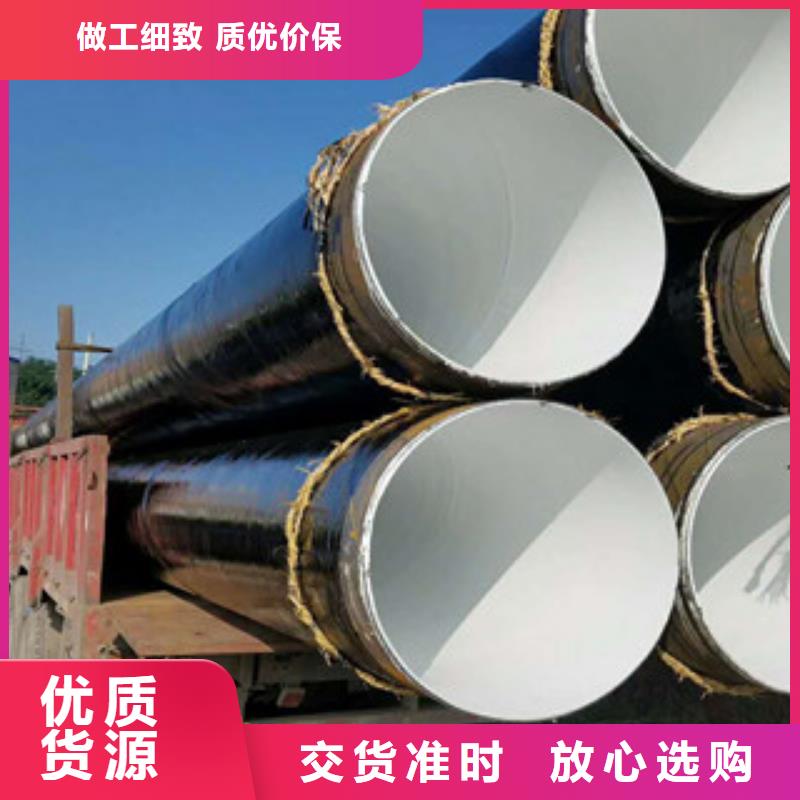
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。