





想要了解10#精密钢管规格表产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:10#精密钢管规格表的图文介绍


精密钢管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的精密钢管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到精密钢管的基本雏形了,整个制造流程还是比较复杂的。目前在我国主要的精密钢管生产,主要集中在成都、河北、山东和江苏,在气动元件、汽车、石化、电力和船只等等领域中,都用途广泛。
在我们的周围,可以看到很多管道系统,比如说自来水管,或者是燃气管等等。这些地方都会将钢管,作为铺设管道理想的管道材料,因为钢管相比较于,其他材质的管道而言,有着硬度方面的优势。不过在过去,铺设管道系统的时候,总会出现很多的难题。因为在那个时候,钢管的制作技术,还并不是那么的先进。这使得当时的钢管,各方面的性能,并不是那么的。尤其是在钢管的韧性方面不够,导致了钢管在进行连接的时候,总会遇到很多的麻烦。比如说连接的时候,需要用到很多其他的接头,才可以将两段不同的钢管,很好的连接到一起。或者是在对于钢管,进行扩口操作的时候,管道出现了裂缝等情况。每一次出现这样的问题,都会带来一定的损失,但是在现在,这样的一些问题,已经是全部不存在了。那是因为现在的管道系统,所使用的管道,就是精密钢管,而精密钢管就可以,很好的解决了,管道在连接之时所遇到的难题。比如说当连接,两段不同管道之时,根本不需要使用其他的接头。因为精密钢管,本身对于管道各方面的参数,都是有着非常严格的标准。如果你严格按照了,实现预想好的,不同规格型号的钢管。那么在连接之时,钢管就可以,像你所预想的那样,可以进行很好的连接,好不会出现缝隙的问题。
在我们的周围,可以看到很多管道系统,比如说自来水管,或者是燃气管等等。这些地方都会将钢管,作为铺设管道理想的管道材料,因为钢管相比较于,其他材质的管道而言,有着硬度方面的优势。不过在过去,铺设管道系统的时候,总会出现很多的难题。因为在那个时候,钢管的制作技术,还并不是那么的先进。这使得当时的钢管,各方面的性能,并不是那么的。尤其是在钢管的韧性方面不够,导致了钢管在进行连接的时候,总会遇到很多的麻烦。比如说连接的时候,需要用到很多其他的接头,才可以将两段不同的钢管,很好的连接到一起。或者是在对于钢管,进行扩口操作的时候,管道出现了裂缝等情况。每一次出现这样的问题,都会带来一定的损失,但是在现在,这样的一些问题,已经是全部不存在了。那是因为现在的管道系统,所使用的管道,就是精密钢管,而精密钢管就可以,很好的解决了,管道在连接之时所遇到的难题。比如说当连接,两段不同管道之时,根本不需要使用其他的接头。因为精密钢管,本身对于管道各方面的参数,都是有着非常严格的标准。如果你严格按照了,实现预想好的,不同规格型号的钢管。那么在连接之时,钢管就可以,像你所预想的那样,可以进行很好的连接,好不会出现缝隙的问题。



恒永兴金属材料销售 有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 四川成都不锈钢管产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。恒永兴金属材料销售 有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。
10#精密钢管规格表


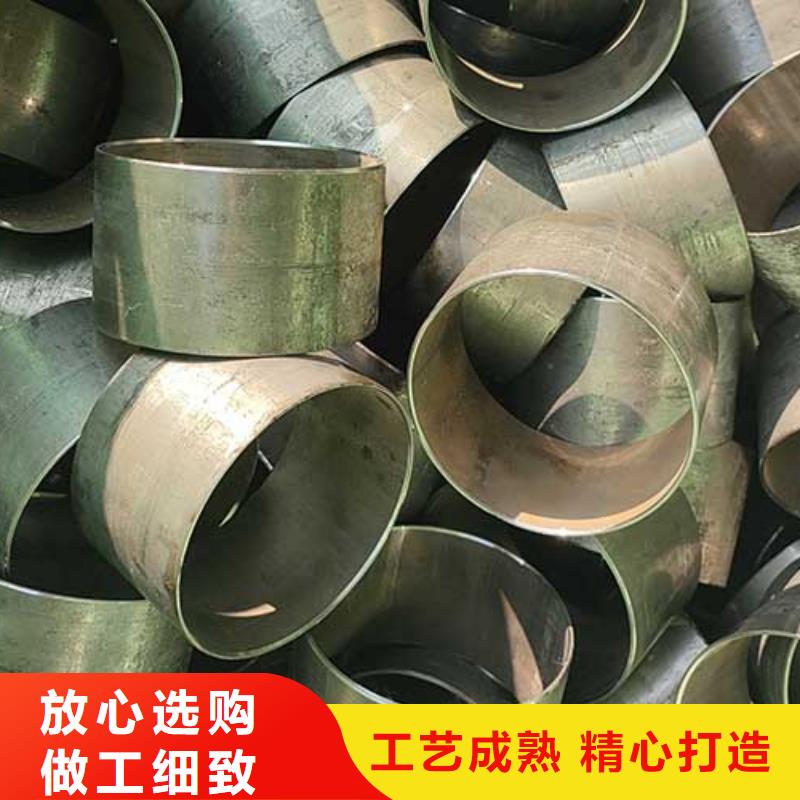
相经常接触精密钢管的朋友对智能钢管的缺点有自己的认识,但精密钢管常见的缺陷是容易开裂,当精密钢管开裂时,我们需要对其进行修复,而且操作过程也相对繁琐。影响精密钢管开裂的因素有哪些?让我们看一下面的介绍。加工硬化的影响,钢管在冷拔时产生大量塑性变形,引起明显的晶格畸变,从而使晶格能量提高,金属内能增加,导致金属内部应力不均匀,产生残余内应力。这样便使金属硬度增加,韧性下降。金属硬度越高,冷拔时残余内应力越大,加工硬化现象越明显。当残余应力达到一定数值时,金属就会沿某一列晶粒界面撕裂,形成钢管的开裂。氢脆现象的影响,在用酸液除氧化皮的过程中,硫酸和铁发生反应析出氢气。氢以原子或离子的形式渗入钢中,形成固溶体。氢对钢力学性能的影响典型表现在氢脆现象上。冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。



精密钢管在焊接时哪些地方是需要我们注意的呢?焊接压力的大小直接会影响到钢管焊缝的强度和韧性。如果所施加的焊接压力小,那么将会导致金属焊接边缘无法充分压合,而且焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂。反之,如果焊接压力过大,那么达到焊接温度的金属大部分被挤出,这样一来不仅会降低钢管焊缝的强度,而且产生内外毛刺过大或搭焊等缺陷。所以在焊接过程中需要根据实际品种规格来得到与之相适应的 焊接压力。根据实践经验单位焊接压力一般为20~40MPa。此外,关于焊接挤压量的确定主要是借助调整挤压辊之间的距离进行控制。在精密钢管焊接中,所采用的焊接速度也会直接影响到其的质量。而且焊接速度和加热制度、焊缝变形速度以及相互结晶速度有关。对于高频焊管来说,通常焊接质量会随着焊接速度的加快而提高。由于其对于钢管的焊接质量会产生较大的影响,因而必须要注意到这一点。通常情况下,在不影响焊接质量的情况下,开口角长度应把握不同规格,进行调整。在一些情况下,还需要选择适合的磁棒。特别是在制作生产一些高频类钢管产品的时候,广泛采用它作为增感元件,使电磁能更多地集中在管缝的焊合面上提高焊速。而且在产生过程中,要用水充分冷却,以免因冷却质量不理想而导致磁棒断裂,影响精密钢管的焊接质量。

