


联系我们

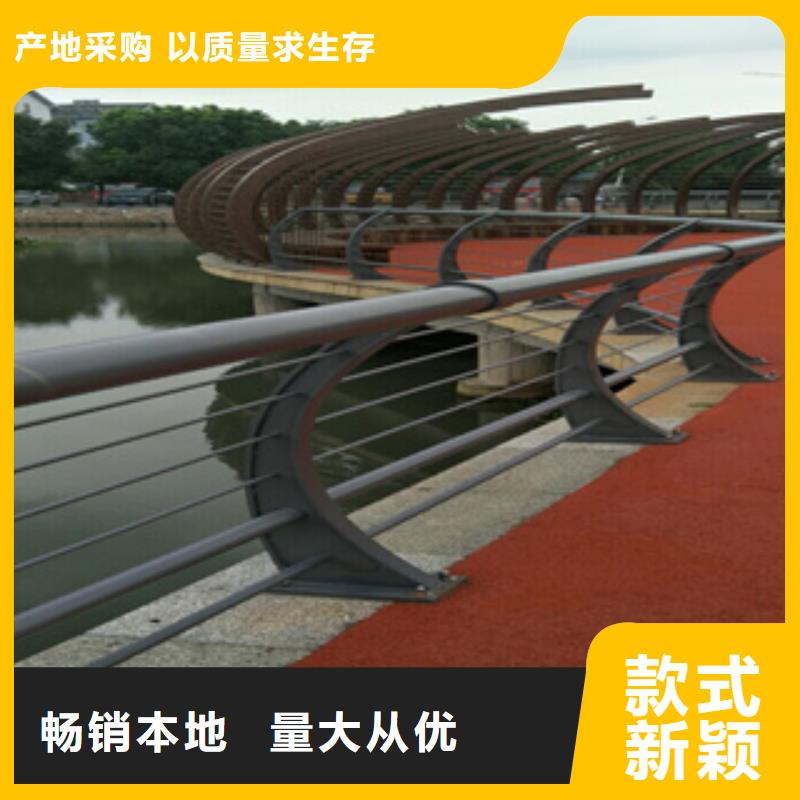
Q345B钢板立柱镀锌喷塑抗冲击力强
更新时间:2024-11-01 20:35:05 浏览次数:1 公司名称: 聚宜兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 70 |
| 发货期限 | 3-5 |
| 供货总量 | 6000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | 201/304 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 蓝 红 灰等 |
| 适用领域 | 桥梁 景观 河道 交通设施 天桥 等 |
| 是否进口 | 否否 |
| 产地 | 山东 |
| 品牌 | 聚宜兴 |
| 可定制 | 是 |





聚宜兴金属制品有限公司座落在高新区智慧谷工业园,地理位置优越,交通环境便利。 公司主营: 四川成都河道防撞护栏、不锈钢木纹转印栏杆厂家、不锈钢复合管栏杆厂家、防撞护栏立柱厂家,公司以满意服务、精品工程为宗旨,以技术出众、领先潮流为信念,以专业专注、诚信务实为商德,以造福人类、产业报国为志向,同八方宾朋携手共进,描绘更美好蓝图。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



锈钢复合管护栏美化是为了缓冲视觉疲劳吗?
我们在建造不锈钢复合管护栏时,满足运用前提下,应当对不锈钢复合管护栏的外观及外型进行优化调整,
以使其能与本地天然景观和人文现象相调配相调和。在进行对不锈钢复合管护栏美化时需求留意几个方面:
1、对不锈钢复合管护栏进行美化,留意不锈钢复合管护栏的存在感及压抑感。通过重复测试,选用组合式不锈
钢复合管护栏、培养藤类植物以遮挡不锈钢复合管护栏表面亮度等方法,能够防止不锈钢复合管护栏对行车构成的压
抑感。
2、对不锈钢复合管护栏进行美化时,有必要充分考虑不锈钢复合管护栏通透性,由于从公路内部现象的角度来
看,车内驾乘人员所看到的是连续移动的现象,包含不锈钢复合管护栏的性状和色彩,而不是细部结构,这就请求不
锈钢复合管护栏具有杰出的通透性及与周围景色相调和。
3、对不锈钢复合管护栏进行美化,选用与人有亲和力的计划和资料。对于可能与车辆或行人触摸的本地应妥善
处理,以免构成对人的意外损害。
4、不锈钢复合管护栏的色彩应与现场结构物及周边环境相调和。从公路外部角度来看,大家能很简单看到不锈
钢复合管护栏所构成的带状人工结构物。所以,不锈钢复合管护栏结构和色彩与天然景物的调和尤为重要。对不锈钢
复合管护栏进行具有本地特色的美化时,要防止过度装饰并控制色彩,防止破坏全体美感及增加隐患。



不锈钢复合管护栏制造的基本工序
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知
道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了
解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是
碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能
,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与
复层交界处的异种金属焊接是关键。
二,焊前预备
1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要
向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开
)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形
;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳
钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡
口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当
焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层
中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);
当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:
三,焊接操作
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,
一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊
根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看
不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂
乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一
部分。
4,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层
惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接
过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条
和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层
终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温
和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层
约2mm.
四,焊后处理
对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常
采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体
热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~
650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。