


我们的45号精密无缝钢管货源充足视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:45号精密无缝钢管货源充足的图文介绍


精密钢管是钢管一种,在各个行业中都是发挥着巨大作。由于精密钢管途是比较广泛,因此厂家是比较多,生产量也是比较大,对于精密钢管而言更多是要了解他基本性能和一般途,这样会更加熟悉和了解精密钢管。
精密钢管相关性能和优势是比较突,那么精密钢管一般途有哪些呢精密钢管有哪些比较重要特点和性能呢一般话有如下几个性能:外更小。精度高可做小批量生。冷拔成品精度高,表面质量好。钢管横面积更复杂。
精密钢管计算公式::[(外-壁厚)*壁厚]*0.02466=kg/米(每米重量)精密钢管一般途有哪些呢精密钢管广泛于汽车、摩托车、电动车、石化、电力、船只、、轴承、气动元件、中低压锅炉无缝钢管等范畴,也可适于钢。
精密钢管相关性能和优势是比较突,那么精密钢管一般途有哪些呢精密钢管有哪些比较重要特点和性能呢一般话有如下几个性能:外更小。精度高可做小批量生。冷拔成品精度高,表面质量好。钢管横面积更复杂。
精密钢管计算公式::[(外-壁厚)*壁厚]*0.02466=kg/米(每米重量)精密钢管一般途有哪些呢精密钢管广泛于汽车、摩托车、电动车、石化、电力、船只、、轴承、气动元件、中低压锅炉无缝钢管等范畴,也可适于钢。



浩融金属制品厂有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 河北沧州钢板实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。


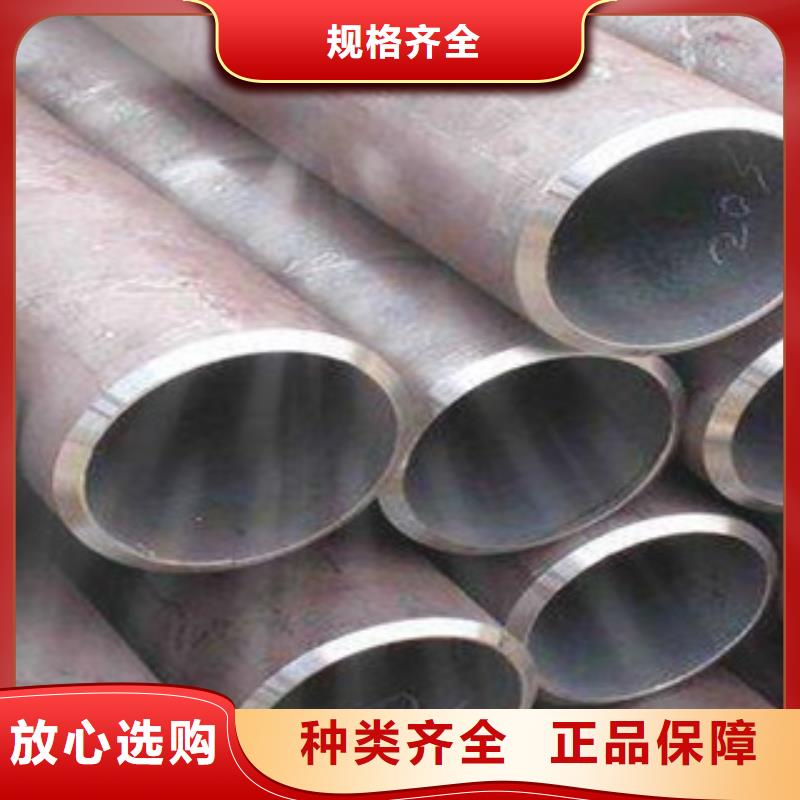
异型钢管,异型钢管弯曲成型,这种成型的方式,也就是我们俗称的弯曲。异型钢管弯曲分为两种,一种真正的弯曲,另一个空的弯曲。
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。
空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以压缩效果,纵向可变长度的曲折线,矩形管弯曲的金属,将成为厚的空气弯曲,压缩或增稠效果。
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。
空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以压缩效果,纵向可变长度的曲折线,矩形管弯曲的金属,将成为厚的空气弯曲,压缩或增稠效果。



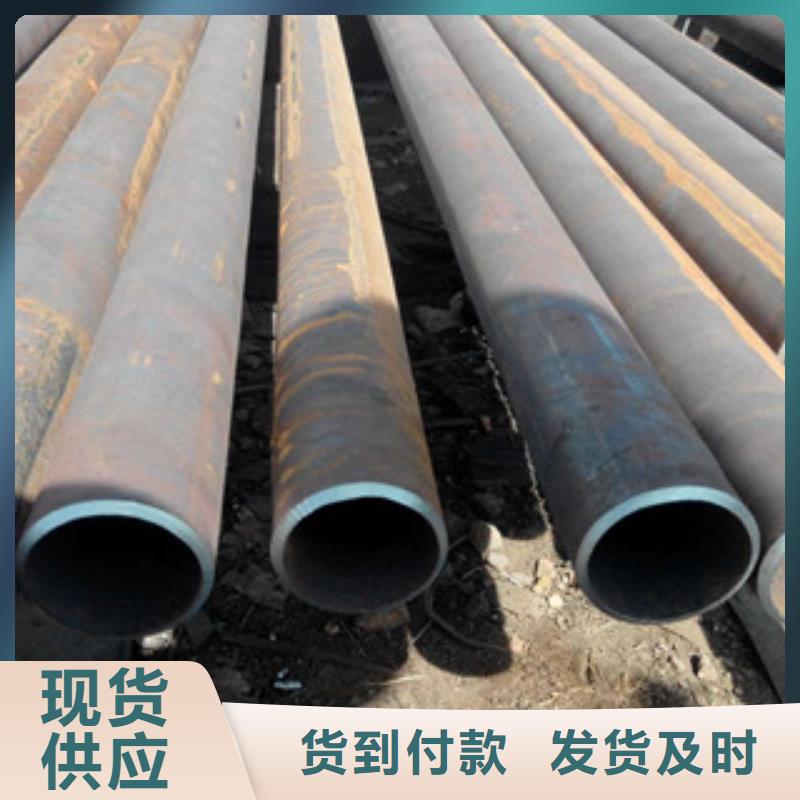
我厂生产螺旋焊管(也称8710防腐螺旋钢管)生产的优点是:
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
