




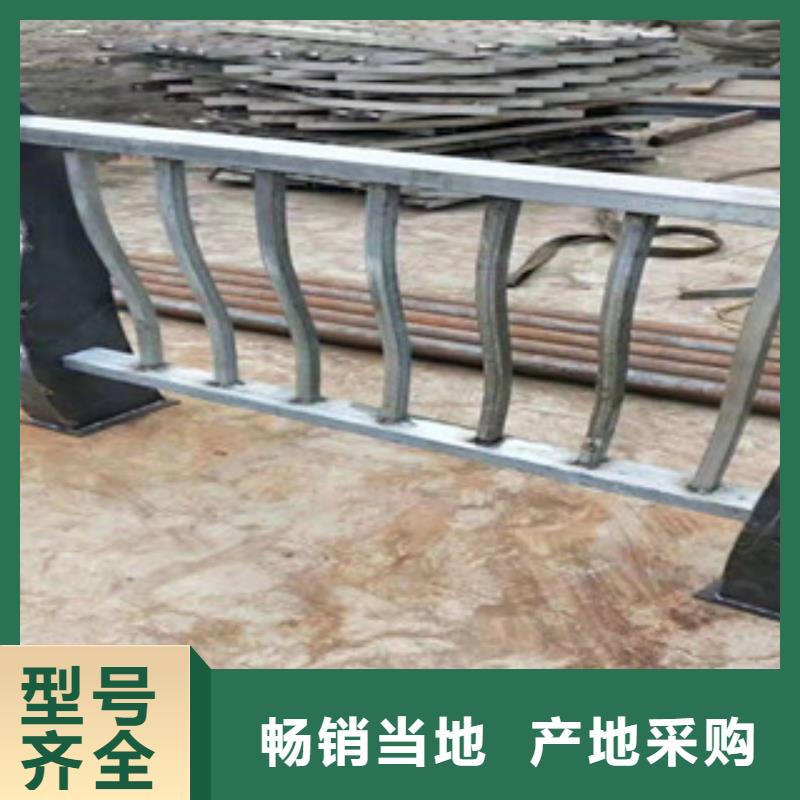

不锈钢复合管护栏结构一般分为主杆和立柱,主杆也常常被称为主管(比方,楼梯护栏扶手部位便是咱们所说的主管)。 我公司出产外不锈钢复合管、内衬不锈钢复合钢管、喷塑不锈钢复合管、镀锌不锈钢复合管,防腐不锈钢复合管及大型金属构件防腐系列新型资料,专业从事外复不锈钢/碳素钢复合管出产及工程设计、制造、装置、施工,先进的出产工艺和严格的检测手法,使企业产品经过不锈钢复合管 标准(GB/T18704-2002)。
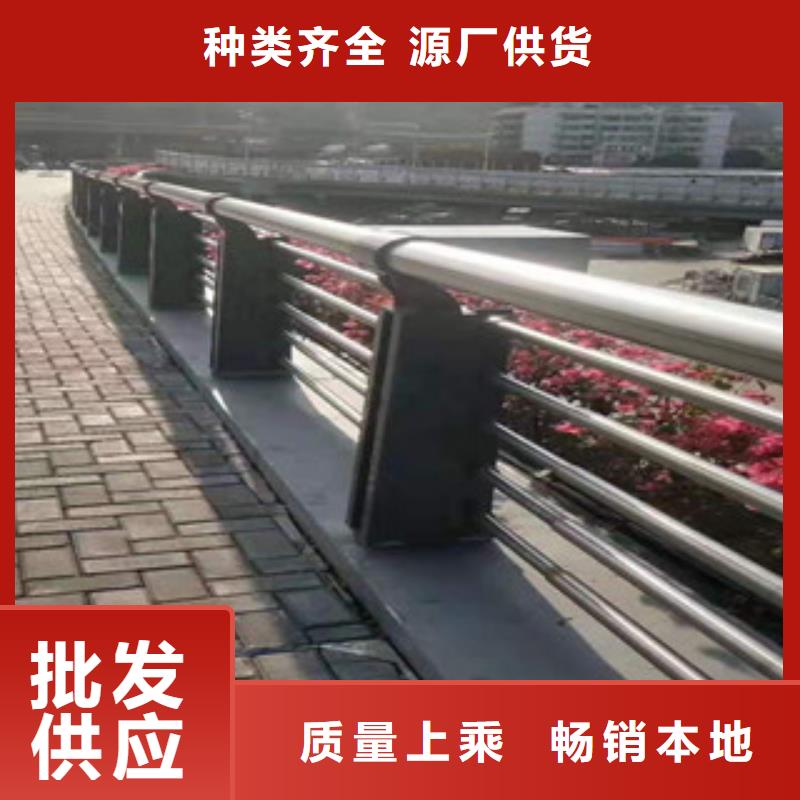
产品特色: 装置简洁:不锈钢复合管护栏选用插接式装置,简洁方便,固定可靠。 外观漂亮:不锈钢复合管护栏具有白、蓝、红、绿等多种色彩,色彩艳丽、装饰性强,可与其他资料护栏组合运用。
护栏特色:不锈钢复合管护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常保护,不污染环境,是景象护栏的 挑选。 抗老化:在-50℃至70℃下运用不褪色、耐腐蚀、高强度、不生锈、漂亮典雅,保证10年不褪色,抗老化测试可达30年。


本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,鑫隆昌金属材料有限公司在长期的发展过程中以过硬的【贵州毕节钢板立柱 】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!



由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。 复层的焊接 打 底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。

