产品详情
以下是:不锈钢碳素钢复合管304的产品参数
| 产品参数 |
|---|
| 产品价格 | 68/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 16000 |
|---|
| 运费说明 | 面议 |
|---|
| 最小起订 | 10米 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 不锈钢,碳钢 |
|---|
| 产品品牌 | 众英 |
|---|
| 产品规格 | 米 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 图纸 |
|---|
| 产品颜色 | 定制 |
|---|
| 适用领域 | 桥梁,道路 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 众英 |
|---|
| 材质 | 不锈钢和Q235 Q345B |
|---|
| 是否全新 | 是 |
|---|
导读 不锈钢碳素钢复合管304,众英金属科技有限公司为您提供不锈钢碳素钢复合管304产品案例,联系人:张经理,电话:15206359339、18063513889,QQ:2443569929,发货地:聊城开发区工业园发货到安徽省 蚌埠市 龙子湖区、蚌山区、禹会区、淮上区、怀远县、五河县、固镇县。 安徽省,蚌埠市 2022年,蚌埠市地区生产总值2012.3亿元,同比增长2%。
想要了解不锈钢碳素钢复合管304产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:不锈钢碳素钢复合管304的图文介绍


对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常采取中间退火和消应力处理,残余应力的热处理 在底层焊完后进行,热处理后再焊过渡层和复层,如需整体热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。
综上所述,不锈钢复合管护栏的制造工序仍是比较杂乱的,正是因为不锈钢复合管护栏的杂乱制造工序才成就了不锈钢复合管护栏这么好的运用性能。



众英金属科技有限公司地处开发区工业园。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。
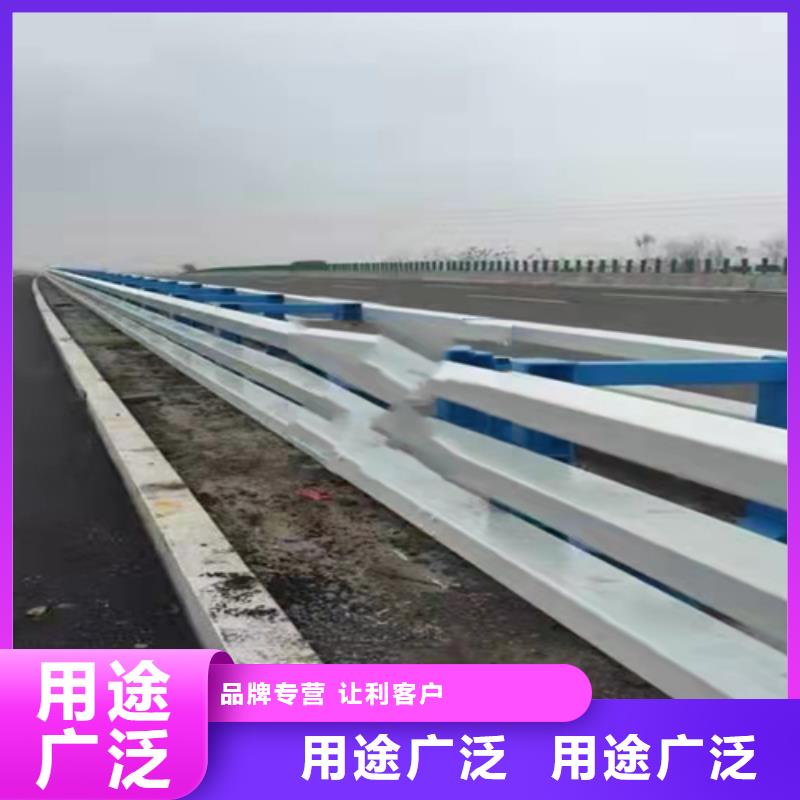
不锈钢碳素钢复合管304


不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与复层交界处的异种金属焊接是关键。



不锈钢复合管栏杆的文明施工要求1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件 ⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。 ⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管护栏施工的须要 根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。

总结 在安徽省蚌埠市采购不锈钢碳素钢复合管304请认准众英金属科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-18063513889,QQ:2443569929,地址:开发区工业园)。