

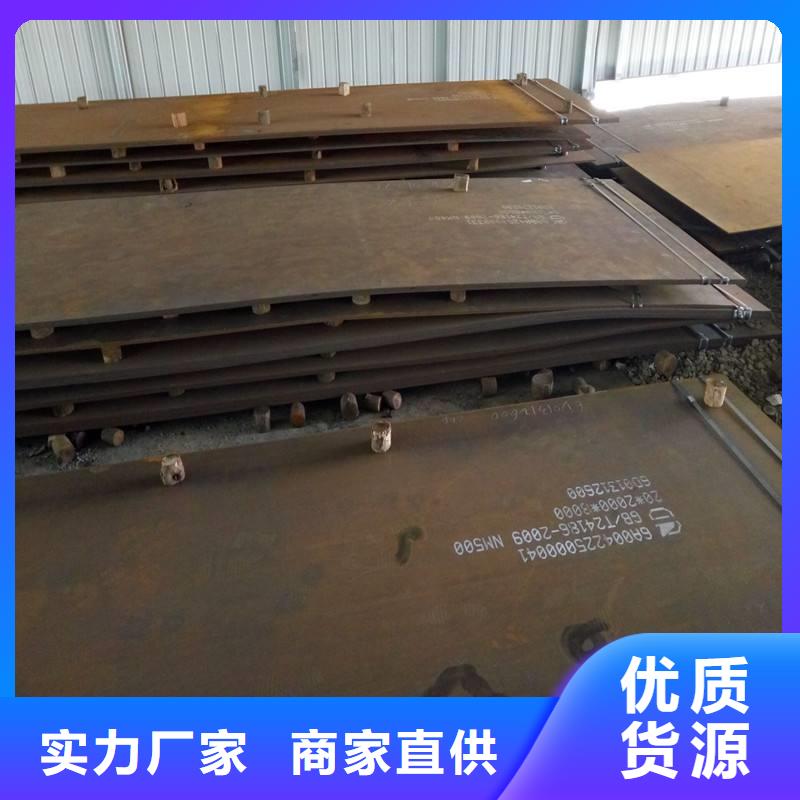


普通钢板:由于回火稳定性差,碳钢在进行调质处理时,为了保证较高的强度需采用较低的回火温度,这样钢的韧性就偏低;抄为了保证较好的韧性,采用高的回火温度时强度又偏低,所以碳钢的综合机械性能水平不高。


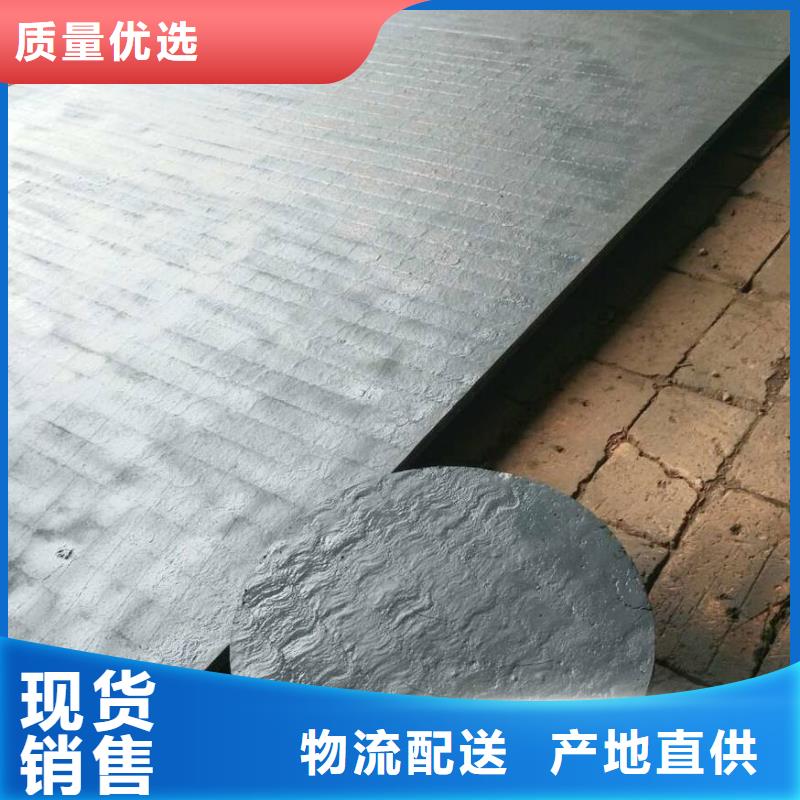
堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



涌华金属科技有限公司是专业研发 北京耐厚板。本公司座落于春晖中路66号,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。


堆焊耐磨板的使用性能
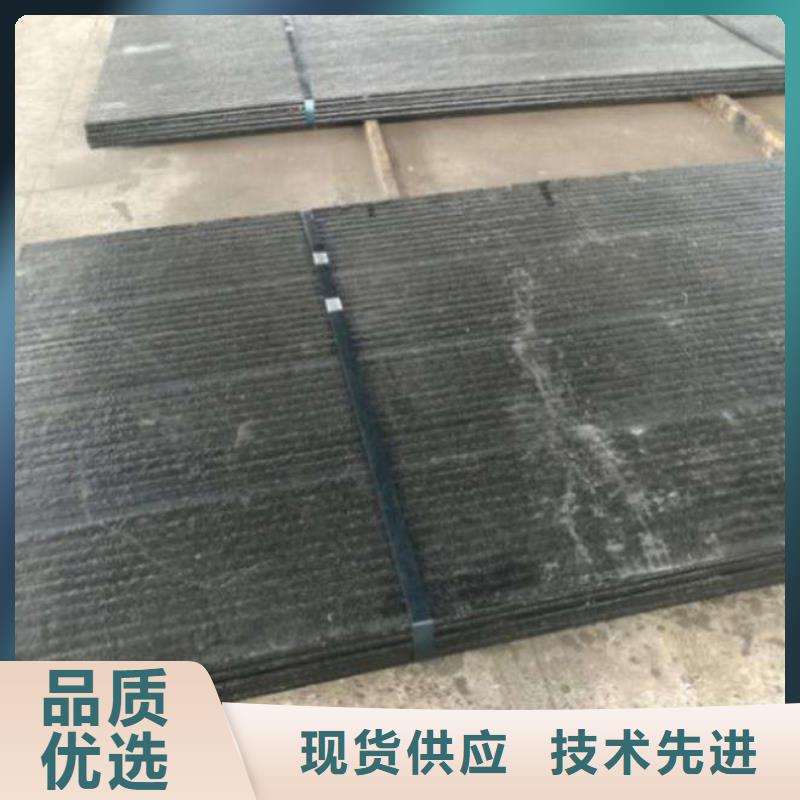
磨料磨损它是指物体表面与硬质颗粒或硬质凸出物(包括硬金属)相互摩擦引起表面材料损失的现象,磨料磨损是常见的,同时也是危害为严重的磨损形式。磨料磨损按照应力状态不同,可以分为三类:
①低应力磨料磨损
它是固态磨料以某种速度,自由地与接触的金属表面做相对运动。这种磨损作用在磨料上的应力较低,对零件表面的冲击力小。常见的低应力磨料磨损如推土机铲刃、犁铧等,人们也把含有磨料的液体或气体流冲击金属表面引起的磨损归为低应力磨料磨损,如泥浆泵叶轮,粉尘排除设备等。这一类磨损对堆焊材料的冲击韧性要求低,要求堆焊层有高的耐磨性和硬度,高铬合金铸铁和一些硬脆的马氏体合金铸铁材料常被用于这类磨损中。
②高应力磨料磨损
它的两个零件间有磨料,并且有很大压力作用下产生的磨损。磨料和接触点之间的应力很大,使磨料被碾碎,并引起零件表面被划伤且硬脆相的脱落。如挖掘机的链条、链轮等。这种磨损对冲击韧性要求不是很高,要求堆焊金属有高的抗压强度和硬度。所以碳化钨、高碳钢和合金白口铸铁常用在该类磨损中。



