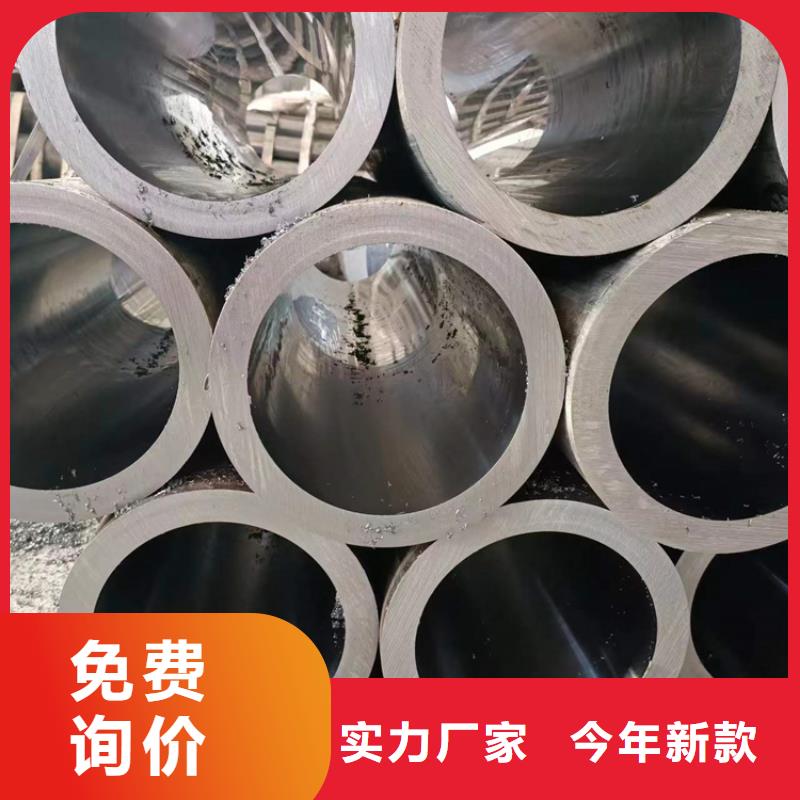


我们的小口径珩磨管视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:小口径珩磨管的图文介绍


绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。



您的满意是我们的追求,九冶管业有限公司将竭诚为您服务!
公司宗旨:为客户创造价值,为员工创造机会,为社会创造效益。
公司使命:为客户解决“减少人工,降低成本,提率,品质”及提高国内 内蒙古包头不锈钢缸筒研发水平和广泛应用为使命。
品牌定位:努力打造 内蒙古包头不锈钢缸筒行业的标杆品牌。
质量方针:创新是根本,质量是生命。
管理理念:以人为本,科学管理。
企业精神:诚信、务实、开拓、创新。


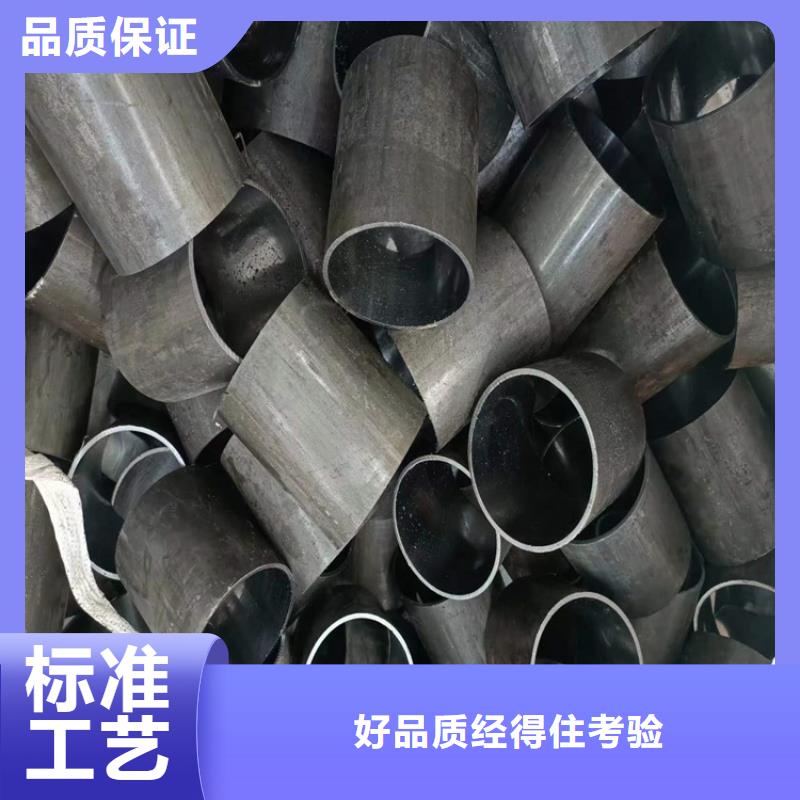
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



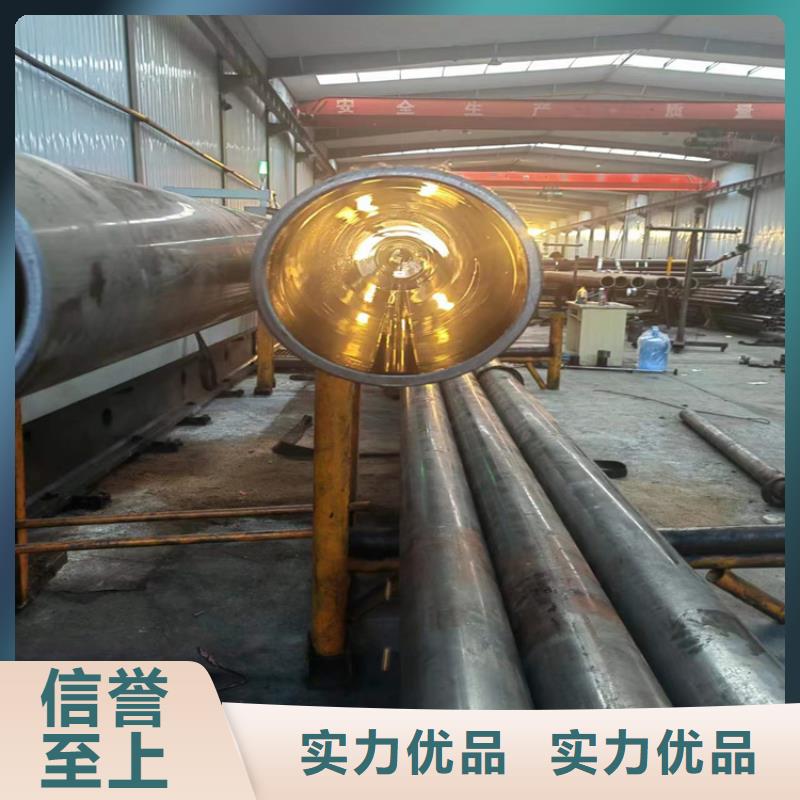
简析珩磨管市场发展现状随着珩磨管的个性化需求,珩磨管生产厂家需要采用科学的设计方法,以达到用户的需求。随着竞争的日益激烈,钢材市场的利润空间越来越小,价格透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。管径从5毫米到1200毫米,也可为客户定制不同口径管材。珩磨管行业积推进技术进步、产品创新、节能减排,珩磨管行业的能耗和二氧化硫排放量下降。随着大量产品的大量涌入,不锈钢珩磨管市场已经出现了供过于求的现状。价格持续走低。随着市场的价格下跌,产业拓展的冲动正在逐渐停止。
