


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >
包头当地行业新闻
15CrMo无缝钢管量大优惠
更新时间:2024-12-31 05:41:48 浏览次数:2 公司名称:沧州 钢兴钢管 有限公司
以下是:15CrMo无缝钢管量大优惠的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 3-7天 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:15CrMo无缝钢管量大优惠的图文视频


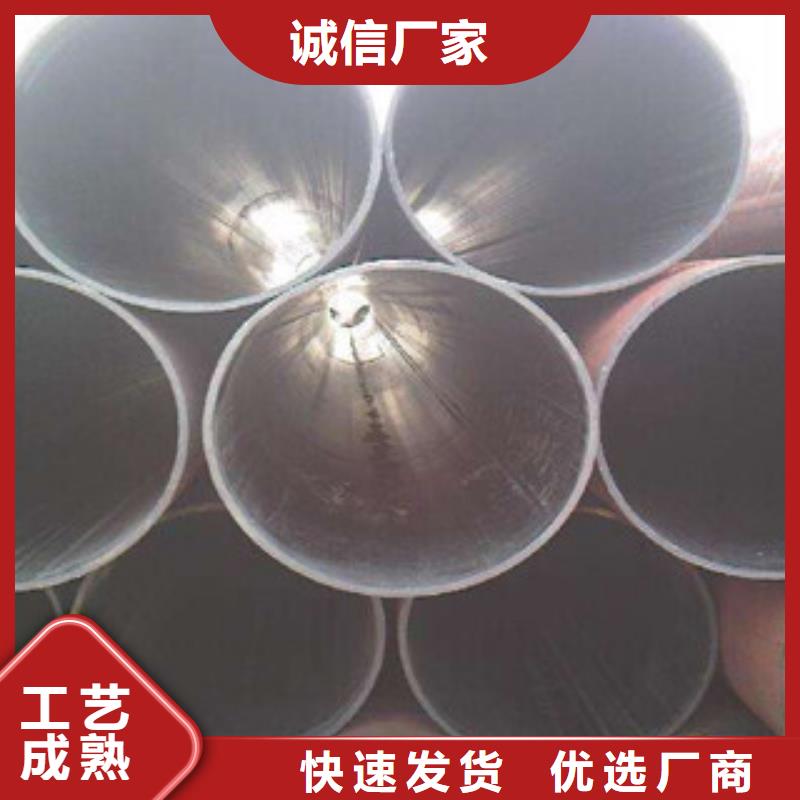
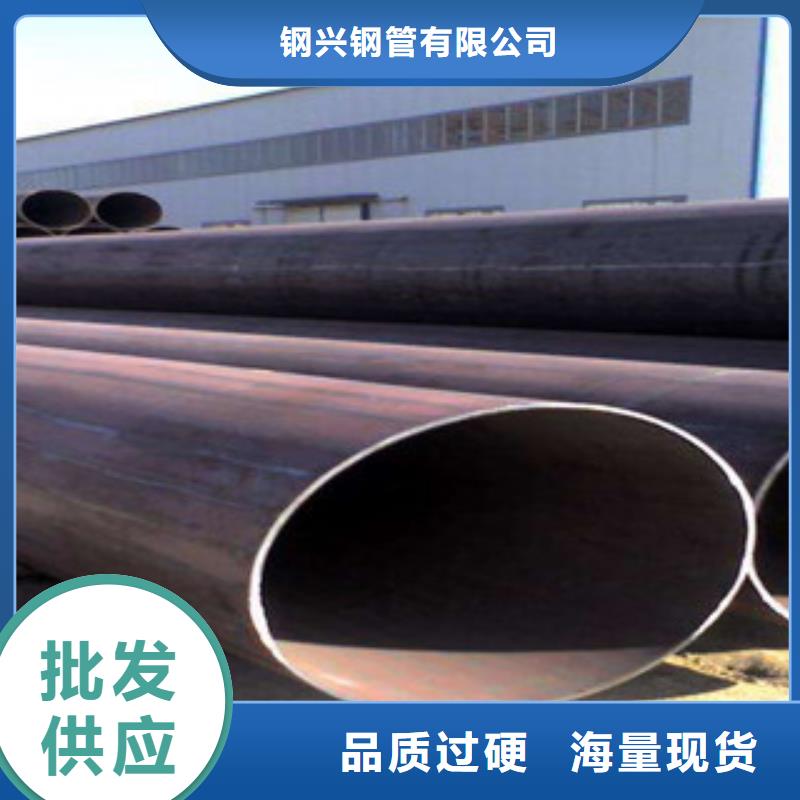
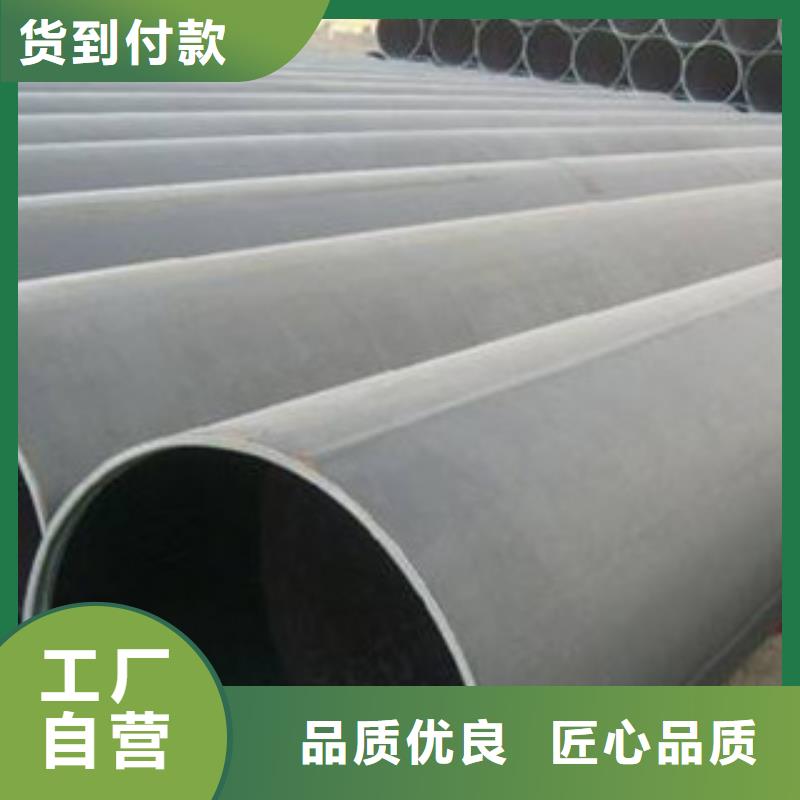

15CrMo无缝钢管量大优惠,钢兴钢管
有限公司为您提供15CrMo无缝钢管量大优惠产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到内蒙古 包头市 。 内蒙古自治区,包头市 包头市是沟通北方草原游牧文化与中原农耕文化之间的交通要冲,周慎靓王九年(前306年)筑九原城;秦始皇二十六年(前221年)置九原郡;北魏延和二年(433年),鲜卑族建立的北魏王朝,设怀朔镇。清同治九年前后,包头修筑城墙,辟东、南、西、东北、西北五座城门,形成了近代包头的城市规模。19世纪至20世纪初,包头已发展成为中国西北的皮毛集散地和水旱码头。
简约不浮华,不简单实用。我们的15CrMo无缝钢管量大优惠产品视频用直观的方式展现产品的实用性和价值。
以下是:15CrMo无缝钢管量大优惠的图文介绍
钢兴钢管 有限公司经营理念:以人为本、质量好、信誉为先经营目标: 内蒙古包头大口径钢管交货准时、力求客户零投诉,以取得客户大限度的认可与信赖。
企业优势产品:站在客户角度从客户需求的各类 内蒙古包头大口径钢管产品出发进行合理设计,可为客户量身定做出优质 内蒙古包头大口径钢管产品;
销售:先进的销售理念,坚持真正薄利多销,把 内蒙古包头大口径钢管行业的价格打下来;
服务:用心为客户提供完美的售后服务,使每一个客户都能真正感受到贴心与超值。



埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。


15CrMo无缝钢管量大优惠_钢兴钢管
有限公司,固定电话:13722727880,移动电话:0317-3061555,联系人:刘学成,QQ:133919903,风化店乡后枣园工业区 发货到 内蒙古包头市。