

无论您是初次接触还是已经熟悉,我们的Q345B镀锌C型钢钢材市场直销产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:Q345B镀锌C型钢钢材市场直销的图文介绍


镀锌C型钢目前钢的主要产品之一。它直接用于各个领域,以确保生产和生活不受其影响。到目前为止,人们主要是因为C型钢的质量问题而选择C型钢,以减少选择劣质钢的可能性。小编将为读者分析镀锌C型钢的细节。
细节一:钢表面
优质C型钢的表面是一面镜子,上面不会有凹坑或颗粒。如果出现这种情况,说明所用材料中杂质较多,直接影响C型钢的质量。因此,人们不能选择镀锌C型钢,否则会造成各种使用故障,增加人们的生产成本。
细节二:厚度
在选择C型钢时,人们需要根据实际需要选择C型钢。因为C型钢的厚度直接影响其承载力。在大型建筑中,人们需要具有优良承载力的C型钢时,必须选用厚壁钢。如果选用壁厚较薄的C型钢,它将完全不能承受相应的重量,这将增加事故发生的可能性。
只要我们注意以上两个细节,就可以保证实际效果不受影响。
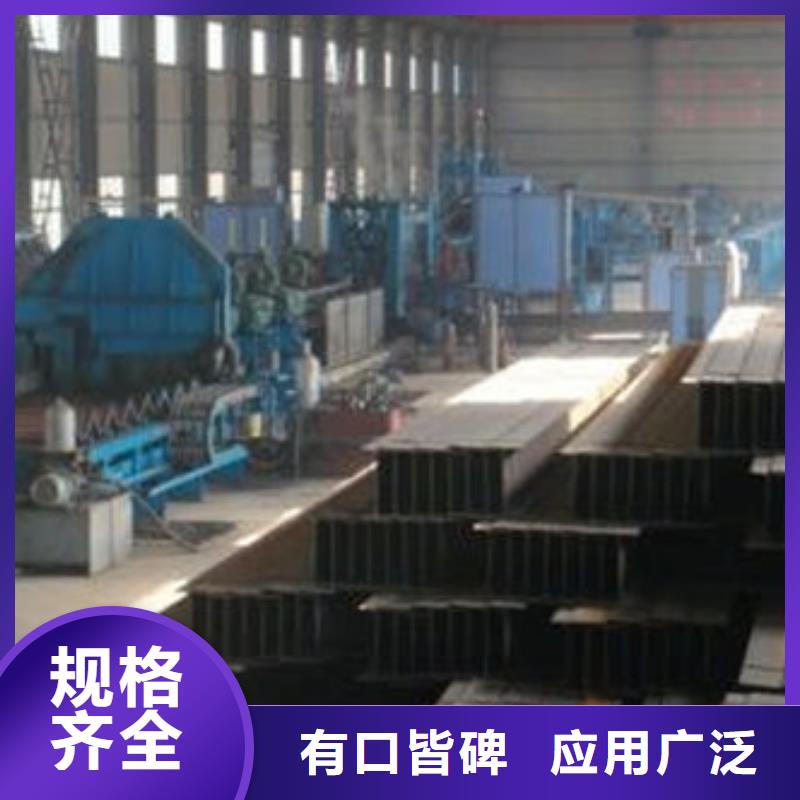
流程1:进料
送料是将生产C型钢所需的材料放入相应的送料机中,将材料输送到相应的生产设备,生产出优质的C型钢。送料是生产镀锌C型钢的先决条件,直接影响后续工序。因此,在卸料时,要选择好原材料,保证C型钢的质量不受影响。
过程2:成型
成形是镀锌C型钢生产中的一个关键环节。因为成型意味着C型钢的形状已经出现,并且可以保证后续加工直接作用于成型钢,从而进一步增强其性能。
镀锌C型钢经其它环节加工后,具有自身的性能,并可根据实际效果进行切断,以保证C型钢在各个领域的应用。



社会资源方面,面对现在的市场行情,多数商家从钢厂方面的订单量有所,也有少部分商家不再打算从钢厂订货,主要依据市场需求采取“随买随订”的方式。因为成交匮乏,近期商家手中库存消耗十分,且伴随着钢厂方面陆续有部分资源抵达市场,C型钢社会资源得以小幅补充,但整体看来仍处在正常偏低水平,部分规格仍存在缺货现象。
钢厂方面,从近期主导钢厂柳钢、本钢、包钢以及首钢的2月份板材产品价格来看,冷轧格仍是以下调为主,其幅度在50-180元不等,由此可见,钢厂对于冷轧后市价格预期也并不看好。时至月底,商家面临着以及给钢厂打订的压力,出货意愿较强,为了回流资金,商家以价换量也是不得已而为之,后期或将多现降价行为。
镀锌c型钢市场延续弱势格局。随着天气越发寒冷,北方大部分工程进入收尾阶段,尤其东北、内蒙等地区,需求下滑明显,贸易商进货消极,库存量普遍偏低,一般都维持在几百吨左右,部分已经停止进货,观望明年行情。而南方市场成交虽好于北方,但整体也不乐观,贸易商心态不稳,补货的操作很少,多以快进快出为主,对后市并不看好。
目前利空因素正在发酵,商家资金普遍紧张,冬储意愿不强,后期价格存在回落风险,市场供应仍将面临较大压力,料近期国内型材市场仍将延续稳中有跌格局。从整个国内钢材市场来看,镀锌c型钢涨跌趋势均没有迹象,更确切的说上涨基本无望,阴跌亦受阻。
部分品种试探性反弹,但其对生铁市场有限,尤其是炼钢生铁市场,整体大幅下跌。眼看7月将至,高温多雨天气将逐渐增多,生铁需求或将更加清淡。本月国内个别钢厂下调生铁采购价格,采购量依旧控制在范围,停采钢厂较上月有所增加。
本月原材料市场弱势,对生铁市场支撑动力明显不足。综合考虑,在上游原材料市场支撑动力减弱,下游钢材市场亦无明显好转的情况下,生铁市场难言乐观,因此预计7月份国内生铁市场或以弱势为主。镀锌c型钢市场以下跌为主,市场成交低迷。
钢厂方面,从近期主导钢厂柳钢、本钢、包钢以及首钢的2月份板材产品价格来看,冷轧格仍是以下调为主,其幅度在50-180元不等,由此可见,钢厂对于冷轧后市价格预期也并不看好。时至月底,商家面临着以及给钢厂打订的压力,出货意愿较强,为了回流资金,商家以价换量也是不得已而为之,后期或将多现降价行为。
镀锌c型钢市场延续弱势格局。随着天气越发寒冷,北方大部分工程进入收尾阶段,尤其东北、内蒙等地区,需求下滑明显,贸易商进货消极,库存量普遍偏低,一般都维持在几百吨左右,部分已经停止进货,观望明年行情。而南方市场成交虽好于北方,但整体也不乐观,贸易商心态不稳,补货的操作很少,多以快进快出为主,对后市并不看好。
目前利空因素正在发酵,商家资金普遍紧张,冬储意愿不强,后期价格存在回落风险,市场供应仍将面临较大压力,料近期国内型材市场仍将延续稳中有跌格局。从整个国内钢材市场来看,镀锌c型钢涨跌趋势均没有迹象,更确切的说上涨基本无望,阴跌亦受阻。
部分品种试探性反弹,但其对生铁市场有限,尤其是炼钢生铁市场,整体大幅下跌。眼看7月将至,高温多雨天气将逐渐增多,生铁需求或将更加清淡。本月国内个别钢厂下调生铁采购价格,采购量依旧控制在范围,停采钢厂较上月有所增加。
本月原材料市场弱势,对生铁市场支撑动力明显不足。综合考虑,在上游原材料市场支撑动力减弱,下游钢材市场亦无明显好转的情况下,生铁市场难言乐观,因此预计7月份国内生铁市场或以弱势为主。镀锌c型钢市场以下跌为主,市场成交低迷。


国耀宏业钢铁有限公司是集产品研发、设计、生产、销售于一体的的公司. 主要产品有 内蒙古包头方管厂家,产品特点:价格有优势、制作精美,品质优良,可以更好的展示贵公司的产品。服务客户。企业经营方针为:良心品质、爱心价格。企业准则为:品质、品行、品德、品牌。



此外,还可用于机械轻工制造中的柱、梁和臂等。C型钢被用作城市轨道交通、地铁、立体、屋架、檩条、桁架、刚架、墙架、龙骨、屋面板、墙板、楼板、门窗乃至容器、管道、围堰、钢板桩、防波堤等。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度。
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等钢檩条的新型建筑材料。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,是对于薄壁型钢屋架,这样才能确切的下料。这种方式不仅可以工作效率,还能有质量的保障。c型钢的C型钢截面性能优良,强度高。主要应用在地面系统或屋面系统。
安装场地是户外和屋顶平台,安装角度可调节,风力载荷可承受60m/s。C型钢在进行制作的过程中主要是以热轧或者冷轧带钢为坯料有效的经过其弯曲成型制成的各种截面形状尺寸的型钢,C型钢具有以下特点。1.C型钢的截面经济合理、节省材料,在进行操作时其截面形状可以根据需要设计,有效的结构合理,其产品在单位重量的截面系数高于热轧型钢,在同样负荷下,可减轻构件重量,节约材料。
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等钢檩条的新型建筑材料。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,是对于薄壁型钢屋架,这样才能确切的下料。这种方式不仅可以工作效率,还能有质量的保障。c型钢的C型钢截面性能优良,强度高。主要应用在地面系统或屋面系统。
安装场地是户外和屋顶平台,安装角度可调节,风力载荷可承受60m/s。C型钢在进行制作的过程中主要是以热轧或者冷轧带钢为坯料有效的经过其弯曲成型制成的各种截面形状尺寸的型钢,C型钢具有以下特点。1.C型钢的截面经济合理、节省材料,在进行操作时其截面形状可以根据需要设计,有效的结构合理,其产品在单位重量的截面系数高于热轧型钢,在同样负荷下,可减轻构件重量,节约材料。


无论是哪一种冷弯型钢,在轧制的时候会发生变形,一方面是塑性变形,还有一方面是弹性变形。金属晶体在外受外力时发作歪扭和拉长,当外力未超越原子间的结合力时,去掉外力之后晶格便会由变形的状况康复到原始状况,也是未超越金属本弹性极限的变形叫做金属的弹性变性。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。


