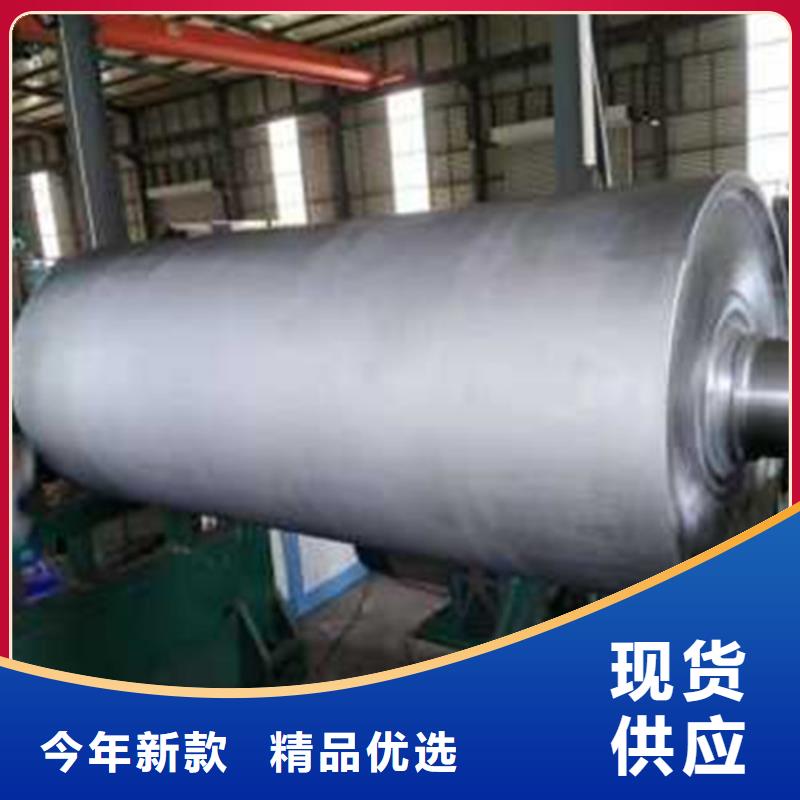

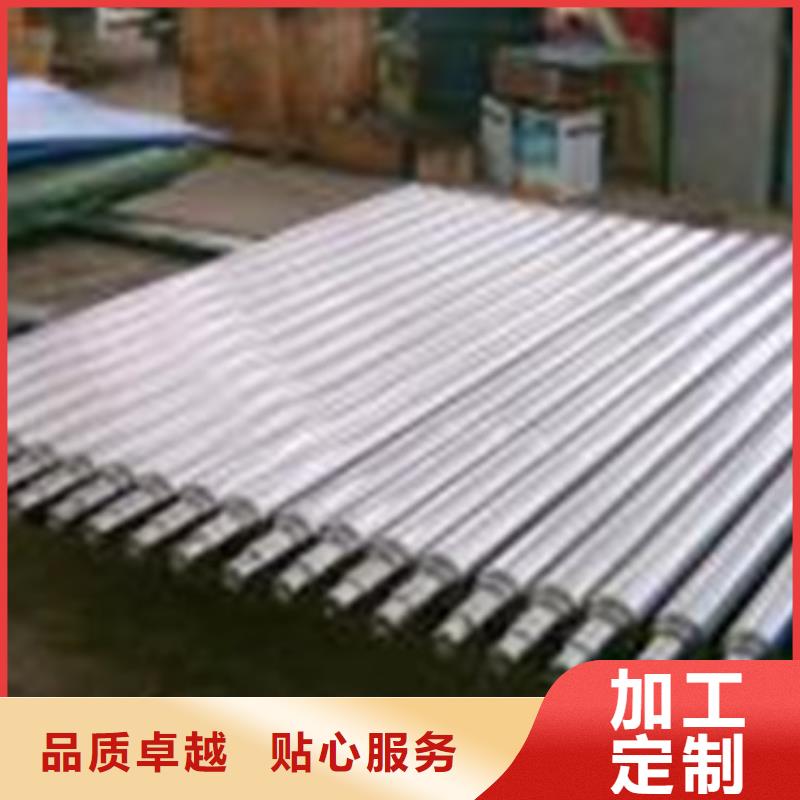
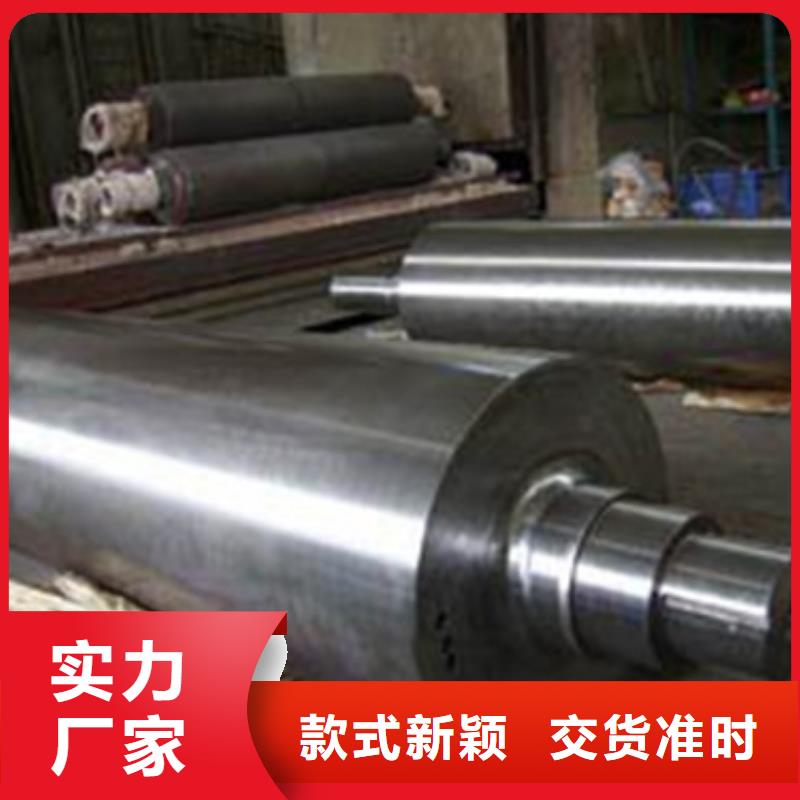

简约不浮华,不简单实用。我们的9cr2mo圆钢60crmnv圆钢60si2cr圆钢65mn圆钢86crmov7圆钢产品视频用最直观的方式展现产品的实用性和价值。
以下是:9cr2mo圆钢60crmnv圆钢60si2cr圆钢65mn圆钢86crmov7圆钢的图文介绍
保定新物通物资有限公司拥有先进的 不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品相互替换应用。


有利于减轻偏析。在此基础上,研究了电磁场对离心铸造高速钢轧辊偏析的影响,发现电磁场在金属溶液中产生电磁力,其切向分量与溶液运动方向相反,迫使固液界面前的溶液产生流动,引起元素分配系数k的变化,有利于减轻高速钢轧辊元素偏析。电磁力的作用还会促使金属熔体对固—液界面和枝晶端部产生强烈冲刷作用,造成晶体从铸型壁脱落和枝晶折断,促进等轴晶的形成,有利于宏观偏析减轻。高速钢轧辊电磁离心铸造中,磁场作用还导致先析出相、原子簇团与金属溶液之间因其导电性及密度差异而产生运动状态的相异性,这种作用对于高速钢轧辊凝固过程中溶质再分配及最终的成分偏析也有重要影响。清华大学也发明了电磁离心铸造高速钢复合轧辊方法,浇铸时先在离心铸造设备外面加稳恒磁场组成的外加磁场,



CPC法生产的高速钢轧辊组织细小、均匀且夹杂物少,几乎没有缩孔和疏松等缺陷发生,综合性能明显优于普通离心铸造高速钢轧辊。它不仅克服了离心铸造轧辊的偏析缺陷,轧辊心部可采用高强度锻钢,辊芯具有较高的强度,这也是离心铸造方法所做不到的。目前国外CPC法已实现了工业化,日本新日铁公司设计的一套CPC装置,其能力如下:轧辊辊身直径:250~850mm;辊身长度:≤3000mm;外层厚度:≤100mm;轧辊长度:≤5700mm;轧辊重量:≤15000Kg。
我国科学家也发明了一种复合高速钢轧辊的连续铸造装置,由操作平台、钢液浇铸系统、坩埚、分离环、水冷结晶器、振动器、定位导向装置、感应加热装置、拉坯系统组成。其主要技术特征体现在水冷结晶器和坩埚处于操作平台之上,两个振动器处于操作平台之下,水冷结晶器通过分离环与坩埚相连,钢液浇铸系统配置在坩埚上方的一侧,辊芯感应加热装置和定位导向装置位于坩埚的上方,拉坯系统位于操作平台之下,引锭板正对结晶器的下端。目前已应用该技术生产了W、V含量高、偏析轻、耐磨性好的复合高速钢轧辊,可以降低轧制中换辊频率,大幅度提高轧机的作业率,降低生产成本,提高经济效益。


