



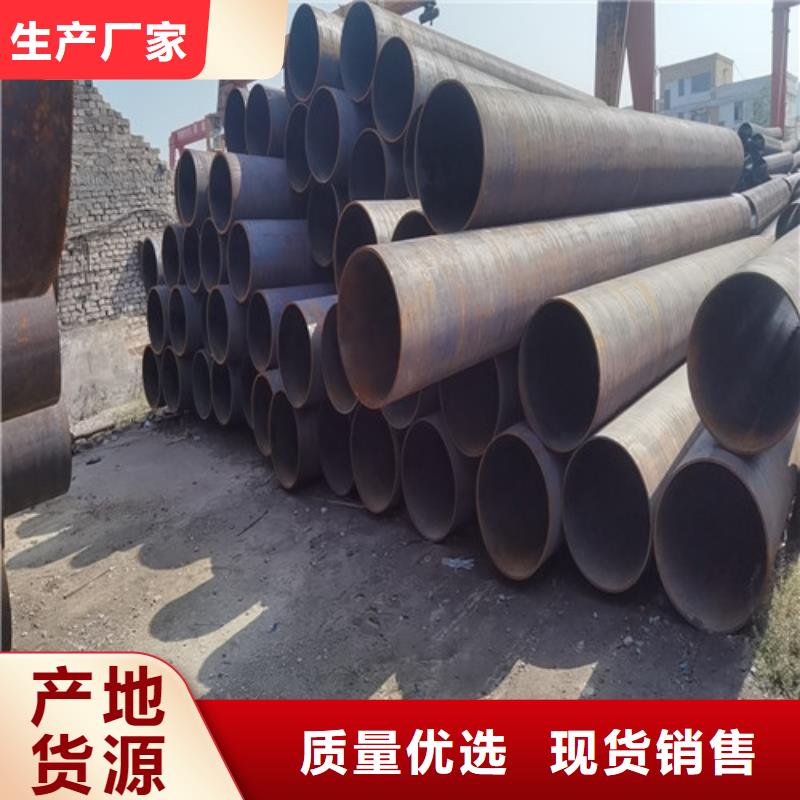
想了解我们的专业销售16Mn大口径厚壁无缝钢管-价格优惠产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:专业销售16Mn大口径厚壁无缝钢管-价格优惠的图文介绍

钢管理化性能检验:
①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)
纵向,横向试样 管段、弧型、圆形试样(¢10、¢12.5)
小口径、薄壁 大口径、厚壁 定标距。
备注:试样断后伸长率与试样尺寸有关 GB/T 1760
②冲击试验:CVN、缺口C型、V型、功J 值J/cm2
标准试样10×10×55(mm) 非标试样5×10×55(mm)
③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等
④液压试验:试验压力、稳压时间、 p=2Sδ/D
钢管工艺性能检验过程:
①压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40~100mm 单位长度变形系数=0.07~0.08
②环拉试验:L=15mm 无裂纹为合格
③扩口和卷边试验:顶心锥度为30°、40°、60°
④弯曲试验:可代替压扁试验(对大口径管而言)
钢管金相分析:
①高倍检验(观分析):非金属夹杂物100x GB/T 10561 晶粒度:级别、级差
组织:M、B、S、T、P、F、A-S
脱碳层:内、外。
A法评级:A类-硫化物 B类-氧化物 C类-硅酸盐 D-球状氧化 DS类。
②低倍试验(宏观分析):肉眼、放大镜10x以下。
a. 酸蚀检验法。
b. 硫印检验法(管坯检验,显示低培组织及缺陷,如疏松、偏析、皮下气泡、翻皮、白点、夹杂物等。
c. 塔形发纹检验法:检验发纹数量、长度及分布。
①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)
纵向,横向试样 管段、弧型、圆形试样(¢10、¢12.5)
小口径、薄壁 大口径、厚壁 定标距。
备注:试样断后伸长率与试样尺寸有关 GB/T 1760
②冲击试验:CVN、缺口C型、V型、功J 值J/cm2
标准试样10×10×55(mm) 非标试样5×10×55(mm)
③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等
④液压试验:试验压力、稳压时间、 p=2Sδ/D
钢管工艺性能检验过程:
①压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40~100mm 单位长度变形系数=0.07~0.08
②环拉试验:L=15mm 无裂纹为合格
③扩口和卷边试验:顶心锥度为30°、40°、60°
④弯曲试验:可代替压扁试验(对大口径管而言)
钢管金相分析:
①高倍检验(观分析):非金属夹杂物100x GB/T 10561 晶粒度:级别、级差
组织:M、B、S、T、P、F、A-S
脱碳层:内、外。
A法评级:A类-硫化物 B类-氧化物 C类-硅酸盐 D-球状氧化 DS类。
②低倍试验(宏观分析):肉眼、放大镜10x以下。
a. 酸蚀检验法。
b. 硫印检验法(管坯检验,显示低培组织及缺陷,如疏松、偏析、皮下气泡、翻皮、白点、夹杂物等。
c. 塔形发纹检验法:检验发纹数量、长度及分布。


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



九晨钢铁制造有限公司是国内一家集生产、研发、销售于一体的现代化企业。公司以“求实、求新、求是、求真”为企业精神,以“诚信、品质、服务”为发展理念,不断开拓创新。企业不断引进和更新先进的生产设备,先进的生产技术、的生产检验设备、专业化的人才、严格按照国际质量管理体系生产、确保产品的专业化品质。主要产品有:(甘肃白银) 本地 甘肃白银异型管。高素质的人才、先进的经营管理是我们雄起之根本;的管理决定的质量,的质量才能确保的企业。企业在生产经营上以严格的科学管理体系、规范的经营理念,保证产品与服务的质量都能达到的标准,为广大客户提供满意而无后顾之忧的产品。


众所周知,无缝钢管是用钢材通过各种工序加工而成不同性能和尺寸的管材。无缝钢管由于其重量大,占地面积广,因此要有自己专门的存储空间。关于存储无缝钢管,我们要考虑许多不同的外界因素。首先要考虑选择清洁干净,易于排水的仓库,这样可以保持无缝钢管的干燥性。而且仓库不可以和其他有侵蚀性的材料放在一起,要做到专库专用。
其次,因为无缝钢管的种类和生产批次较多,在存放的时候要做到统筹合理安排,做到先进先出。而且要按不同品种材料分别堆放,防止混淆和相互腐蚀。后,要做好无缝钢管入库后由专人经常检查。检查项目包括:库房的防水、通风情况,无缝钢管表面清洁工作。定期检查清楚隐形隐患。
首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。
其次,因为无缝钢管的种类和生产批次较多,在存放的时候要做到统筹合理安排,做到先进先出。而且要按不同品种材料分别堆放,防止混淆和相互腐蚀。后,要做好无缝钢管入库后由专人经常检查。检查项目包括:库房的防水、通风情况,无缝钢管表面清洁工作。定期检查清楚隐形隐患。
首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。



